 S304焊接工艺评定表格4.doc
S304焊接工艺评定表格4.doc
- 文档编号:2500404
- 上传时间:2022-10-30
- 格式:DOC
- 页数:6
- 大小:106KB
S304焊接工艺评定表格4.doc
《S304焊接工艺评定表格4.doc》由会员分享,可在线阅读,更多相关《S304焊接工艺评定表格4.doc(6页珍藏版)》请在冰豆网上搜索。
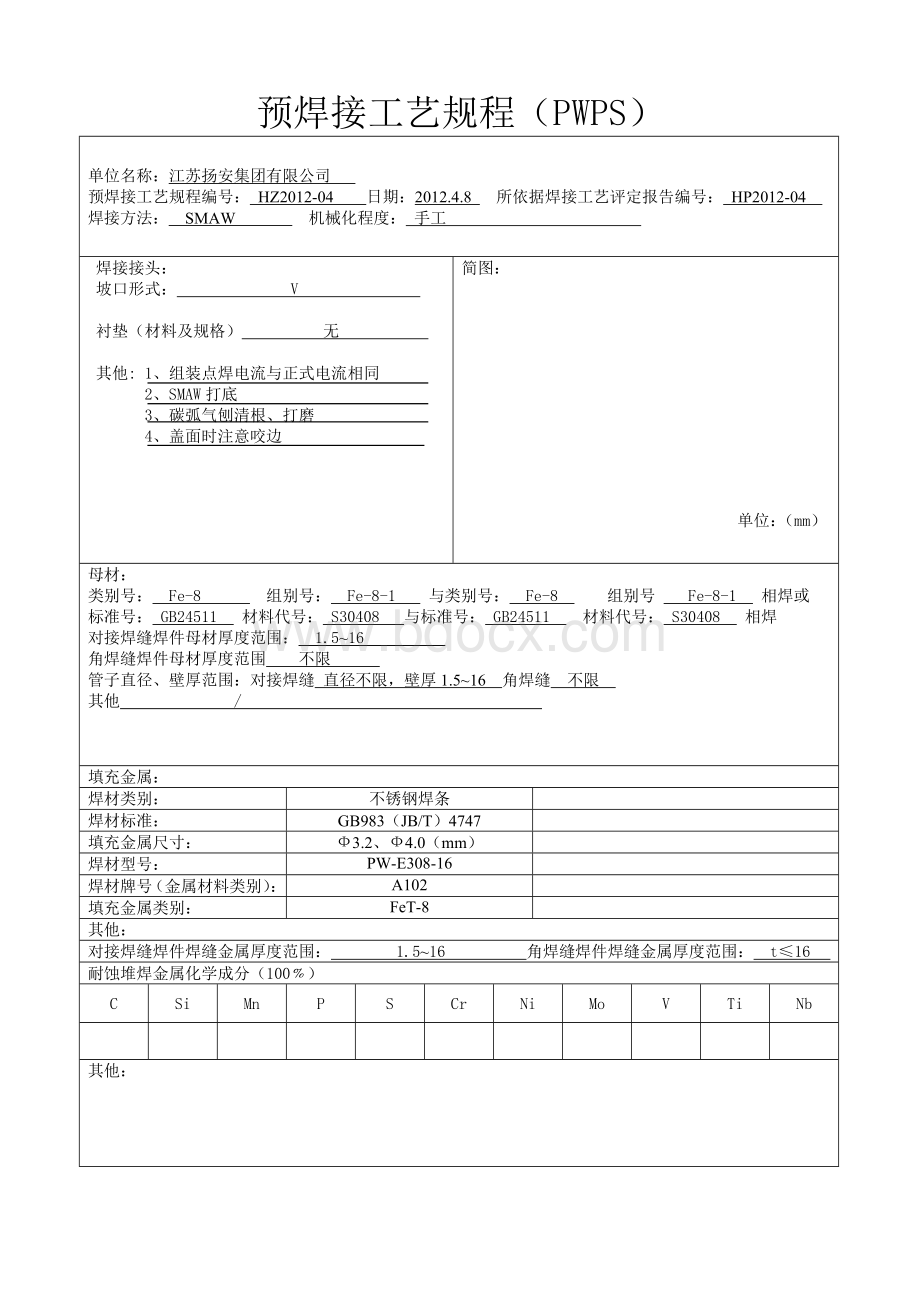
单位名称:
江苏扬安集团有限公司
预焊接工艺规程编号:
HZ2012-04日期:
2012.4.8所依据焊接工艺评定报告编号:
HP2012-04
焊接方法:
SMAW机械化程度:
手工
焊接接头:
坡口形式:
V
衬垫(材料及规格)无
其他:
1、组装点焊电流与正式电流相同
2、SMAW打底
3、碳弧气刨清根、打磨
4、盖面时注意咬边
简图:
单位:
(mm)
母材:
类别号:
Fe-8组别号:
Fe-8-1与类别号:
Fe-8组别号Fe-8-1相焊或
标准号:
GB24511材料代号:
S30408与标准号:
GB24511材料代号:
S30408相焊
对接焊缝焊件母材厚度范围:
1.5~16
角焊缝焊件母材厚度范围不限
管子直径、壁厚范围:
对接焊缝直径不限,壁厚1.5~16角焊缝不限
其他/
填充金属:
焊材类别:
不锈钢焊条
焊材标准:
GB983(JB/T)4747
填充金属尺寸:
Ф3.2、Ф4.0(mm)
焊材型号:
PW-E308-16
焊材牌号(金属材料类别):
A102
填充金属类别:
FeT-8
其他:
对接焊缝焊件焊缝金属厚度范围:
1.5~16角焊缝焊件焊缝金属厚度范围:
t≤16
耐蚀堆焊金属化学成分(100﹪)
C
Si
Mn
P
S
Cr
Ni
Mo
V
Ti
Nb
其他:
预焊接工艺规程(PWPS)
焊接位置:
对接焊缝的位置:
1G
立焊的焊接方向:
(向上、向下)/
角焊缝位置:
/
立焊的焊接方向:
(向上、向下)/
焊后热处理:
温度范围(℃)/
保温时间(h)/
预热:
最小预热温度/
最大道间温度/
保持预热时间:
/
加热方式:
/
气体:
气体种类混合比流量(L/min)
保护气:
///
尾部保护气:
///
背面保护气:
///
电特性:
电流种类:
直流极性:
正接
焊接电流范围(A):
/电弧电压(V):
/
焊接速度(范围)/
钨极类型及直径/喷嘴直径(㎜):
/-焊接电弧种类(喷射弧、短路弧等)/焊丝送进速度(cm/min):
/
(按所焊位置和厚度,分别列出电流和电压范围,记入下表)
焊道/焊层
焊接方法
填充金属
焊接电流
电弧电压
(V)
焊接速度
(cm/min)
线能量
(J/㎜)
牌号
直径
极性
电流(A)
第一层
SMAW
A102
Ф3.2
正接
90~120
21~23
9.5~12
1380
第二层
SMAW
A102
Ф4.0
正接
140~160
23~25
10.5~13
1846
第三层
SMAW
A102
Ф4.0
正接
150~170
23~26
11~13
2040
技术措施:
摆动焊或不摆动焊:
摆动焊摆动参数:
±3mm
焊前清理和层间清理:
砂轮磨光机背面清根方法:
碳弧气刨清根
单道焊或多道焊(每面):
单焊道单丝焊或多丝焊:
/
导电嘴至工件距离(mm):
/锤击:
/
其他:
编制
日期
审核
日期
批准
日期
焊接工艺评定报告(PQR)
单位名称:
江苏扬安集团有限公司
焊接工艺评定报告编号:
HP2012-04预焊接工艺规程编号:
HZ2012-04
焊接方法:
SMAW机械化程度:
手工
接头简图:
单位:
(mm)
母材:
材料标准:
GB24511
材料代号:
S30408
类、组别号:
Fe-8与类、组别号:
Fe-8-1相焊
厚度:
10mm
直径:
/
其他:
/
焊后热处理:
保温温度(℃):
/
保温时间(h)/
保护气体:
气体混合比流量(L/min)
保护气体:
:
///
尾部保护气:
///
背面保护气:
///
填充金属:
焊材类别FeT-8-1
焊材标准GB983(JB/T)4747
焊材型号PW-E308-16
焊材牌号A102
焊材规格Ф3.2、Ф4.0(mm)
焊缝金属厚度10mm
其他/
电特性:
电流种类直流
极性正接
钨极尺寸/
焊接电流(A)120~170
电弧电压(V)22~26
焊接电弧种类/
其他/
焊接位置:
对接焊缝位置:
1G方向:
(向上、向下)
角焊缝位置:
/方向:
(向上、向下)
技术措施:
焊接速度(cm/min)10~14
摆动或不摆动摆动
摆动参数±3(mm)
多道焊或单道焊(每面)单道
多丝焊或单丝焊/
其他焊缝表面、应无裂纹、咬边未焊透、未熔合弧坑等
预热:
预热温度(℃)/
道间温度/
其他常温
拉伸试验试验报告编号:
2012-02
试样编号
试样宽度
(mm)
试样厚度
(mm)
横截面积(mm2)
最大载荷(KN)
抗拉强度(Mpa)
断裂部位和特征
12H-3-A1
25.2
8
200.8
131
649
热影响区断
12H-3-A2
24.9
8
199.2
129
650
热影响区断
弯曲试验试验报告编号:
2012-02
试样编号
试样类型
试样厚度
(mm)
弯心直径
(mm)
弯曲角度
(°)
试验结果
12H-3-B1
横向面弯
8
4S
180
合格
12H-3-B2
横向面弯
8
4S
180
合格
12H-3-B3
横向背弯
8
4S
180
合格
12H-3-B4
横向背弯
8
4S
180
合格
冲击试验试验报告编号:
试样编号
试样尺寸
缺口类型
夏比V型
缺口位置
试验温度
(℃)
冲击吸收功
(J)
备注
金


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- S304 焊接 工艺 评定 表格
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 保育笔记.doc
保育笔记.doc
-
北京地区成人学士学位英语统一考试真题及答案.docx
-
幼儿园外出活动安全应急预案.doc
-
形容词变副词规律.doc
-
新概念英语第一册阶段测试题(01--12).doc
-
中班幼儿发展分析报告.doc
-
新概念英语第一册Lesson1-20测试题.doc
-
幼儿园安全教育宣传稿2-3月份.doc
-
描写山水风光的古诗词.doc
-
大学英语B题库阅读四.doc
 幼儿园日常安全检查记录表.xls
幼儿园日常安全检查记录表.xls
-
汽车涂装术语中英文对照.xls
-
1993年全国高考数学试题.doc
-
-简谐运动的图像.doc
-
幼儿园教职工安全培训记录.wps
-
世界主要国家及首都对照表(中英文).doc
-
-渗透作用原理说课稿.doc
-
电大远程网络教育大学英语B统考题库真题.doc
-
2010年江苏省高考化学试卷及解析.doc
-
2012年辽宁省高考数学试卷(文科)答案与解析.doc
-
2006年全国化学竞赛初赛模拟试卷(02).doc
-
幼儿园一日常规检查记录表.xls
-
自考英语二教材课文讲义unit.docx
-
全国高等教育自学考试英语词汇学试题及答案.doc
-
18年高考真题理科数学(全国2卷).doc
-
2008高中化学竞赛初赛模拟试卷(11).doc
-
2012年6月福建省高中生物会考试题.doc
-
1989年全国高考数学文科.doc
-
1994年全国高考数学试题.doc
-
2011年浙江普通高中学业水平考试通用技术试卷及答案.doc
-
1997年全国高中学生化学竞赛(初赛)试题.doc
-
2011年辽宁省高考数学试卷(理科)答案与解析.doc
-
听评课中存在的问题及对策研究.docx
-
冰箱产业遭遇拐点.docx
-
装修工程包干价合同范本.docx
-
网站建设技术协议.docx
-
部编人教版一年级上册语文阅读理解水平练习及答案.docx
-
大班教案《生日》.docx
-
单桩竖向抗压静载试验检测报告.docx
-
最新双块式无砟轨道轨排法施工.docx
-
党员读书笔记之《林海雪原》读书笔记doc.docx
-
持续稳定性考察报告.docx
-
期中语文考试.docx
-
我的初三生活作文700字精选.docx
-
实验五解线性方程组的迭代法报告.docx
-
无线控制网络综合实验实验报告.docx
-
市政工程施工技术规范.docx
-
企业员工责任书.docx
-
雾都孤儿读后感30篇.docx
-
电气设备搬运安装拆除安全技术措施之欧阳科创编.docx
-
安全工程师安全生产技术测试题.docx
 养老机构服务安全基本规范.pdf
养老机构服务安全基本规范.pdf
- 报告类应用案例——关于编制部门合并财务报表的会计处理.pdf
- 电子凭证会计数据标准深化试点操作指南1.0——增值税电子发票(含增值税电子普通发票和增值税电子专用发票).pdf
- 公共基础设施类应用案例——关于公路基础设施的会计处理.pdf
- 电子凭证会计数据标准深化试点操作指南1.0——财政电子票据.pdf
- 长期股权投资应用案例——关于处置成本法核算的长期股权投资的会计处理.pdf
- 政府和社会资本合作项目合同应用案例 ——关于某厨余垃圾处理PPP项目合同的会计处理.pdf
- 电子凭证会计数据标准深化试点操作指南1.0——全面数字化的电子发票(铁路电子客票).pdf
- 长期股权投资应用案例——关于持有期间采用权益法核算的会计处理.pdf
- 公立医院成本核算应用案例——基于当量系数法的医疗服务项目成本核算.pdf.pdf