 耐张线夹及接续管主要技术参数.docx
耐张线夹及接续管主要技术参数.docx
- 文档编号:26474640
- 上传时间:2023-06-19
- 格式:DOCX
- 页数:8
- 大小:208.60KB
耐张线夹及接续管主要技术参数.docx
《耐张线夹及接续管主要技术参数.docx》由会员分享,可在线阅读,更多相关《耐张线夹及接续管主要技术参数.docx(8页珍藏版)》请在冰豆网上搜索。
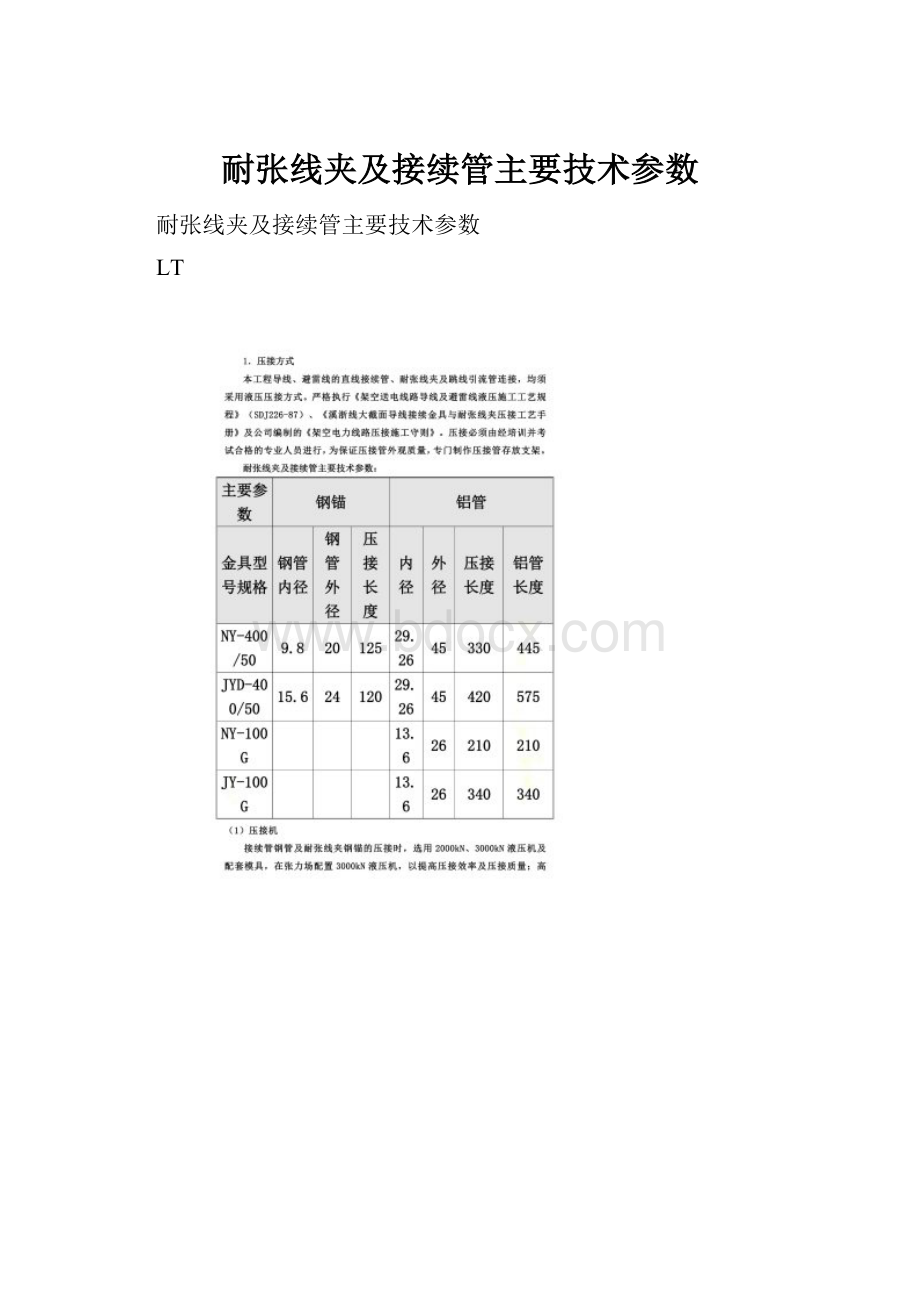
耐张线夹及接续管主要技术参数
耐张线夹及接续管主要技术参数
LT
铝管
D≤32
±0.4
d≤22
-0.3
32<D≤50
0.6
22<d≤36
-0.4
50<D≤80
1
36<d≤55
-0.5
要求
外径D
内径d
3.测量方法(用游标卡尺):
直线管外径检测3个断面点,内径检测两端共2个断面点,每个断面点互成90°检测2个值。
所以外径取6个值的平均值,内径取4个值的平均值。
对耐张管外径检测2个断面点,内径检测一端1个断面点,同样以平均数判断。
作好记录并判断是否合格。
4.在进行导线、地线压接施工前,压接人员应事先熟悉本工程使用的液压机最大出力值。
进行压接作业时,应按照液压机操作说明的有关规定执行,以免损坏压接机。
5.压接后压接管不应有裂纹或明显的弯曲,弯曲度不应大于2%。
弯曲超差时允许用压钳或木锤调直,但不得使用铁锤直接锺击。
6.检查耐张线夹、接续管的压后尺寸,液压操作人员在指定部位打上操作者钢印,旁站监理也需打上钢印,并应做好原始记录。
7.液压管压后呈正六边形,压后对边距S=0.866×0.993D+0.2mm,式中D---管外径、S---对边距。
上表中的S(压后对边距)为最大值,三个对边距只允许一个达到最大值,超过规定时应查明原因,割断重接。
线型
压接管
型号
铝管
钢管
压前外径
压模对边
S压后对边距
压前外径
压模对边
S压后对边距
LGJ-400/50
NY-400/50
45
38.70
38.89
20
17.20
17.38
LGJ-400/50
JYD-400/50
45
38.70
38.89
24
20.64
20.48
GJ-100
NY-100G
26
22.36
22.55
GJ-100
JY-100G
26
22.36
22.55
8.钢绞线压接管口、铝管管口涂红丹防锈漆,钢管压后部位,不管最终是否裸露在外,均喷涂富锌漆。
9.不同金属、不同规格、不同绞制方向、不同厂家的导线、避雷线严禁在一个耐张段内连接。
10.导线、避雷线用耐张线夹、接续管在使用前必须进行压接拉力试验,并对偏移值做好记录,合格后方可使用。
11.试件不得少于3组(允许接续管与耐张线夹合为一组试件),其长度(锚具端头与压接管端头距离)不小于导线或避雷线直径的100倍。
试验握着强度不得小于导线或架空地线设计使用拉断力的95%。
12.压接耐张线夹时,注意耐张线夹尾部(引流板)的方向,跳线线夹引出方式按《导线耐张绝缘子串组装图》中分图A、B施工。
13.压接程序
13.1清洗液压管:
对于使用的各种液压管,应用汽油清洗管内壁的油污,且应清除穿管的锌疤与焊渣。
清洗后的液压管短期内不使用时,应将管口临时封堵,并用塑料带封装。
13.2对导线端部进行校直,以便于后续穿管操作。
13.3剥铝线
400/50从导线端头向内分别量取150mm和170mm并做标记,在170mm处用卡箍将导线卡牢。
在150mm处剥除导线铝股。
在铝线剥除剩下最内层时,对导线端头做倒角处理,以方便后序切割内层铝股时,严禁伤及钢芯,方法是割到内层铝股直径的3/4处,再将其逐根掰断。
14、耐张线夹“倒压”主要操作步骤
钢芯穿管后状态图:
耐张线夹穿管后尺寸:
穿管深度900/40为125mm;
钢管液压前状态图
耐张线夹钢管液压后尺寸:
线端与管口间距约为25mm。
图a)铝管穿入极限位置图图b)铝管偏移后位置图
125t液压机具体预偏值根据压接试验后实测取值。
铝管液压顺序图
铝管液压顺序:
从导线侧管口处开始压接,逐模施压至标记点E1,隔过不压区,再从标记点C1逐模压至钢锚侧管口B1。
管口侧压接区400/50为215mm,钢锚侧压接区均为80mm。
铝管压接后尺寸:
耐张铝管压后尺寸:
400/50全长约445mm,伸长约35mm。
具体尺寸依据压接试验后取值。
15、接续管“顺压”主要操作步骤
155
155
直线接续管导线剥线图
剥线尺寸:
400/50剥线长度155mm;
液压接续管钢芯穿管图:
120
400/50:
钢管长度120mm;钢芯露出管口12mm;钢芯与铝线端头间距5mm;导线端头间距(即不压区长度)为155mm。
液压顺序:
从钢管中心开始压第一模,然后向一侧逐模施压至管口后,再从中心向另一侧逐模施压至管口。
直线接续管钢管液压顺序示意图
144
155
直线接续管钢管液压后状态图
钢管液压后尺寸:
400/50钢管长度144mm;伸长量24mm;钢芯露出管口5mm;两侧铝线端头间距155mm。
图a)对称状态图图b)偏移后状态图
使用125吨压接机时400/50推荐预偏量为25mm;
125吨压接机具体预偏值根据压接试验后实测取值。
铝管压接顺序图
铝管压接顺序:
从牵引场侧管口开始压第一模,逐模向张力场侧施压至同侧标记点B1;隔过不压区后,再从另一侧标记点B2逐模施压至张力场侧管口。
575mmm
155mm
管铝管液压后尺寸:
400/50铝管全长575mm;不压区长度155mm;具体尺寸依据压接试验后取值。
直线铝管压后尺寸:
400/50全长约575mm,伸长约55mm。
具体尺寸依据压接试验后取值。


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 耐张线夹 接续 主要 技术参数
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《C12343098汽轮机操作规程》要点.docx
《C12343098汽轮机操作规程》要点.docx
-
《钢丝绳芯输送带硫化接头标准》.docx
-
《建筑装饰CAD》课程标准.docx
-
《劳动合同书》范本下载.docx
-
《普通话实用训练教程》教案 1.docx
-
《上海星河湾土方道路景观铺装景观建筑景观小品绿化种植及配套水电安装工程施工组织设计》教学.docx
-
#2#014年护士执业资格考试考前押题卷实践能力.docx
-
《繁荣世界守护者》图文流程攻略.docx
-
《工业设计机械基础》复习题.docx
-
《机电一体化系统设计》思考题.docx
-
《Java项目实训》课程设计计算器要点.docx
-
《赤壁赋》必修一9.docx
-
《工商企业经营管理》重点复习题供参考.docx
-
《审计准则第1322号公允价值计量和披露的审计》指南全解.docx
-
《索溪峪的野》课堂教学实录文档资料.docx
-
《餐饮服务与管理》教学计划复习进程.docx
-
《花卉栽培》试题库完整.docx
-
《经络学B》答案.docx
-
《身边地化学物质》知识点汇总情况.docx
-
《5鲁滨逊漂流记》教学设计和教案附同步练习.docx
-
《送别组诗》教案.docx
-
《Visual Basic程序设计基础》课后习题参考答案.docx
-
《创新与企业家精神》.docx
-
《詹天佑》教学反思说课稿教学设计教材.docx
-
《风力发电机组设计方案与制造》课程设计方案任务书.docx
-
《最后的姿势》教学设计.docx
-
1楼无机保温砂浆外墙外保温涂料饰面1分解.docx
-
5篇学校工作开展情况述职报告.docx
-
6届高三上学期一轮纠错生物试题附答案.docx
-
《图书馆学概论》知识点.docx
-
《语言学导论》期末复习及练习.docx
-
02煤矿电能质量治理技术的研究与应用计划任务书.docx
-
期货从业资格证考试《期货基础知识》自我检测试题B卷 含答案.docx
-
安全保证体系与措施.docx
-
B类人员安全考核题库版.docx
-
房屋建筑施工招标文件.docx
-
保密法学习心得体会.docx
-
五年级家长学校工作总结.docx
-
银行从业资格考试《银行管理中级》历年真题精选及答案041125.docx
-
端午节来历.docx
-
艾滋病和病毒性肝炎等重大传染病防治科技重大专项国家科技部.docx
-
医务人员医院防护管理制度.docx
-
最新推荐广东高校教师招聘word范文模板 14页.docx
-
施工合同总价合同范本.docx
-
灌溉排水工程.docx
-
五项管理实施细则经典版.docx
-
浅谈中西方礼仪文化差异1.docx
-
全区服务业集聚区建设动员大会讲话.docx
-
学校教务方面安全管理制度11个 1.docx
-
心理学统考章节练习及答案第七章思维.docx
-
ANSYS高级分析指南.docx
