 气保焊如何调整合适的电流和电压.docx
气保焊如何调整合适的电流和电压.docx
- 文档编号:29964279
- 上传时间:2023-08-03
- 格式:DOCX
- 页数:4
- 大小:325.60KB
气保焊如何调整合适的电流和电压.docx
《气保焊如何调整合适的电流和电压.docx》由会员分享,可在线阅读,更多相关《气保焊如何调整合适的电流和电压.docx(4页珍藏版)》请在冰豆网上搜索。
一、新手焊工可以记住下面的公式:
co2气保焊电流电压调节当电流小于300a时,焊接电压=(0.04×焊接电流﹢16)±1.5例如;你选的电流是200a。
计算方法焊接电压=(0,04×200+16)±1,5=24±1,5(v)当电流大于300a时。
焊接电压=(0.04×焊接电流﹢20)±1.5;例如;你选的电流是400a。
计算方法焊接电压=(0,04×400+20)±1,5=36±1,5(v)一般电流电压偏一点不会有太大影响,每个人使用情况都不一样,自己感觉焊出的焊缝成形好,焊缝颜色好就行了。
而且在焊接过程中电流电压是不断变化的,根本就无法固定在一个位置中,所以说没有百分百的配比。
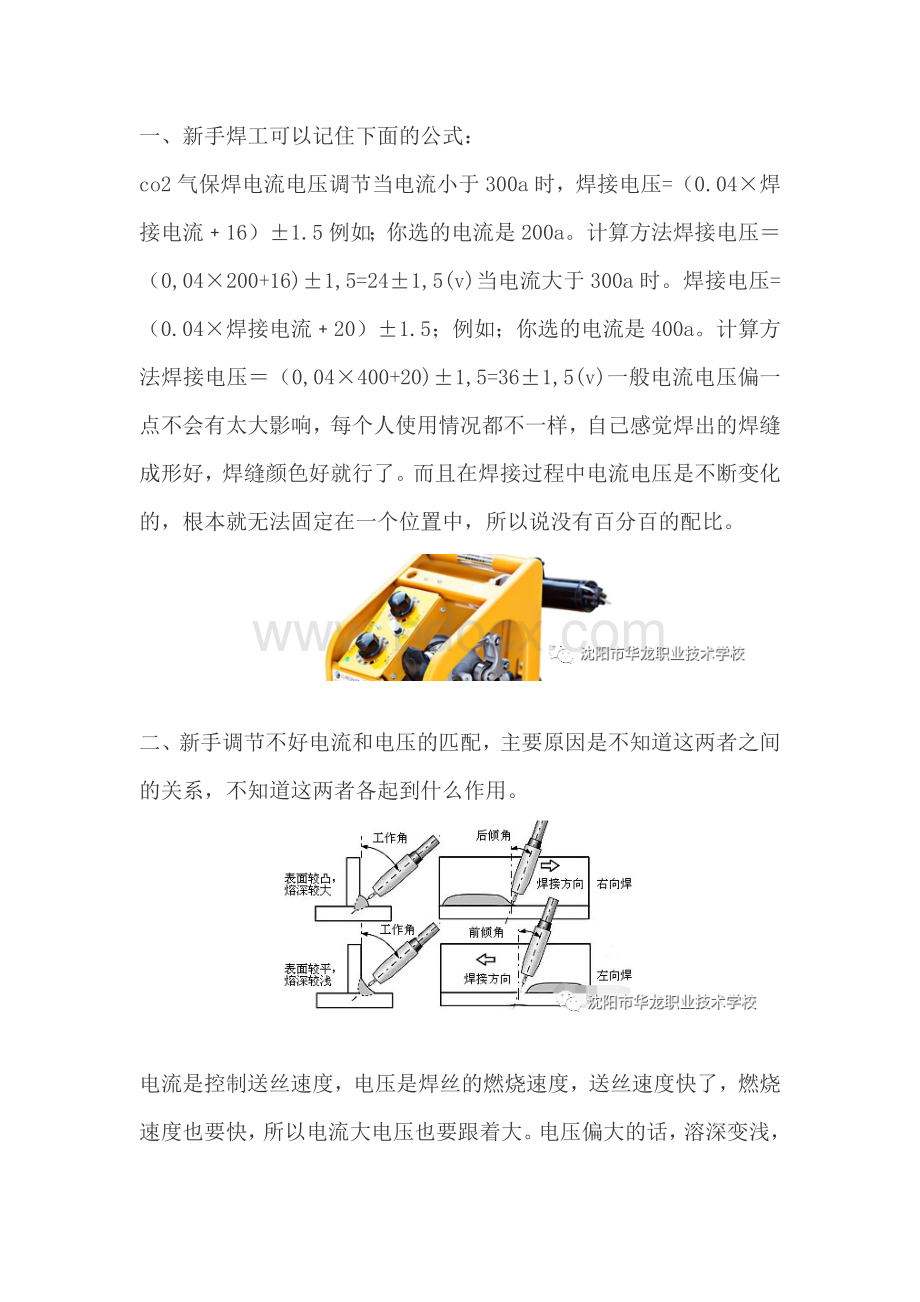
二、新手调节不好电流和电压的匹配,主要原因是不知道这两者之间的关系,不知道这两者各起到什么作用。
电流是控制送丝速度,电压是焊丝的燃烧速度,送丝速度快了,燃烧速度也要快,所以电流大电压也要跟着大。
电压偏大的话,溶深变浅,荣宽增加,余高减小,焊趾平滑!
电流大的话就相反,一般电流大融合良好,在飞溅不大的情况下,尽量使用大电流。
知道这两者各自的作用之后,一个看似较笨但最见效的办法:
第一步,先把电流旋钮调到最小,把电压旋钮调到最大,试焊一下,此时不要动电压旋钮,逐步调大电流,到能正常焊接就停下;
第二步,反过来,就是把电流旋钮先调到最大,然后把电压旋钮调到最小,试焊一下,不要动电流旋钮,逐步增加电压,一直到能正常焊接就停下;
相信,经过这样的调试之后,你应该已经感受到电流和电压各自的作用了吧。
第三步,把电流和电压旋钮都调到最小,逐步增大电压和电流(过程中需要反复调节),直到找到你认为焊缝成型最好,声音最柔和,并且是你自己能控制得住的匹配。
这时候就可以恭喜你了,你找到方法了。
立焊、平焊、横焊、仰焊各种焊接位置对应的电流和电压你都能调节出来了。
具体现象及原因
(1)电压偏低,握枪的右手会感觉到焊枪头部发硬,焊枪头部的强烈振动,可听到爆断声,移动焊枪有阻力,通过面罩观察,焊丝插入熔池,飞溅多。
【提示】这是因为电压太低,送丝速度远远大于熔化速度,电弧引燃后又被焊丝踏灭时发出的响声。
(2)电压偏高,焊枪头部过于绵软,几乎没有振动,可随心所欲地移动焊枪,通过面罩观察,焊丝飘在熔池上方,端部形成大熔球,时而出现大熔滴飞溅。
【提示】如果熔化速度超过送丝速度太多,电弧会一直返烧到导电嘴,把焊丝和导电嘴熔化在一起,送丝终止,电弧熄灭。
这对导电嘴和送丝机构都会造成损坏,所以引弧时应确认电压没有偏高。
(3)电压与电流匹配时的现象:
电弧稳定燃烧,发出细密的滋滋声,手感焊枪头部略有振动,软硬适度,电压表摆动不超过5V,电流表摆动不超过30A,在手的握把处不应出现振动。
【现场操作】
1)调节焊接电压旋钮时,要慢慢提升焊接电压,焊丝熔化速度加快,爆断的噼啪声渐渐变成平稳的滋滋声;
2)观察电压表和电流表,如果电流低于预定值,先提高焊接电流,再提高焊接电压;如果电流高于预定值,先降低焊接电压,再降低焊接电流。


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 气保焊 如何 调整 合适 电流 电压
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 策略与技巧培训课件.ppt
策略与技巧培训课件.ppt
-
酒店常用礼仪培训.ppt
-
行政文秘人员职业化培训之现代商务礼仪.PPT
 建筑安装工程承包合同-2.doc
建筑安装工程承包合同-2.doc
-
建筑物的分类.doc
-
施工现场怎样安全用电?.doc
-
二级建造师继续教育习题4.docx
-
建筑施工单位的安全责任.doc
-
施工临时用电常见安全隐患.doc
-
玻璃幕墙、中庭及特殊部位和房间的防火分隔.doc
-
106.建筑行业安全员B证模拟考试练习卷含解析.docx
-
建筑防火设计中防火分区设置.doc
-
建筑焊工模拟考试练习卷含解析 第一份.docx
-
建筑物间的防火间距.doc
-
民用建筑电气线路火灾的防范.doc
-
建筑防火门设置规范汇编.doc
-
建筑物防火分区设计建议.doc
-
装饰工程电气系统防火及质量控制.doc
-
第29份 注册二级建造师工程管理与实务考试练习卷含解析.docx
-
建筑设计防火审核要素.doc
-
如何提高建筑构件的耐火极限.doc
-
分项工程承包合同.doc
-
建筑施工行业安全意见.doc
-
施工现场临时用电安全技术要点.doc
-
建筑施工安全119问.docx
-
百条实用安全施工问答.docx
-
纯电动卷帘门安装说明书.doc
-
建筑工程总平面布置的一般防火设计要求.doc
-
建筑耐火等级的划分.doc
-
建筑物内防火分隔物的应用.doc
-
桥梁下部构筑施工.docx
-
讲师的基本技能培训.ppt
-
暖通工程施工方法.docx
-
晴隆二中高考数学选择题专项训练一模.docx
-
清扫保洁管理办法.docx
-
评估供应商的环境绩效.docx
-
全国勘察设计注册工程师执业资格考试报考条件.docx
-
校园常见的安全事故.docx
-
小学语文教师素养大赛知识素养测试题.docx
-
全国高等教育普通逻辑00024试题.docx
-
普通型钢悬挑脚手架专项工程施工组织设计工程资料.docx
-
上海大型群众性活动安全管理办法上海政府法制信息网.docx
-
人行道铺装施工组织设计方案doc.docx
-
陕西省黄陵中学届高三重点班下学期第二次质量检测理综物理试题+Word版含答案.docx
-
人教版语文五年级下册八个单元的复习要点.docx
-
起最新增值税税率.docx
-
十八项护理核心制度.docx
-
维生素与无机物.docx
-
人事行政年度工作总结精选四篇.docx
-
汽车防冻液销售合同.docx
-
县地方税务局纪检组长纪律作风整顿剖析材料.docx
