 如何调二保焊机的电压电流.docx
如何调二保焊机的电压电流.docx
- 文档编号:29964287
- 上传时间:2023-08-03
- 格式:DOCX
- 页数:3
- 大小:179.08KB
如何调二保焊机的电压电流.docx
《如何调二保焊机的电压电流.docx》由会员分享,可在线阅读,更多相关《如何调二保焊机的电压电流.docx(3页珍藏版)》请在冰豆网上搜索。
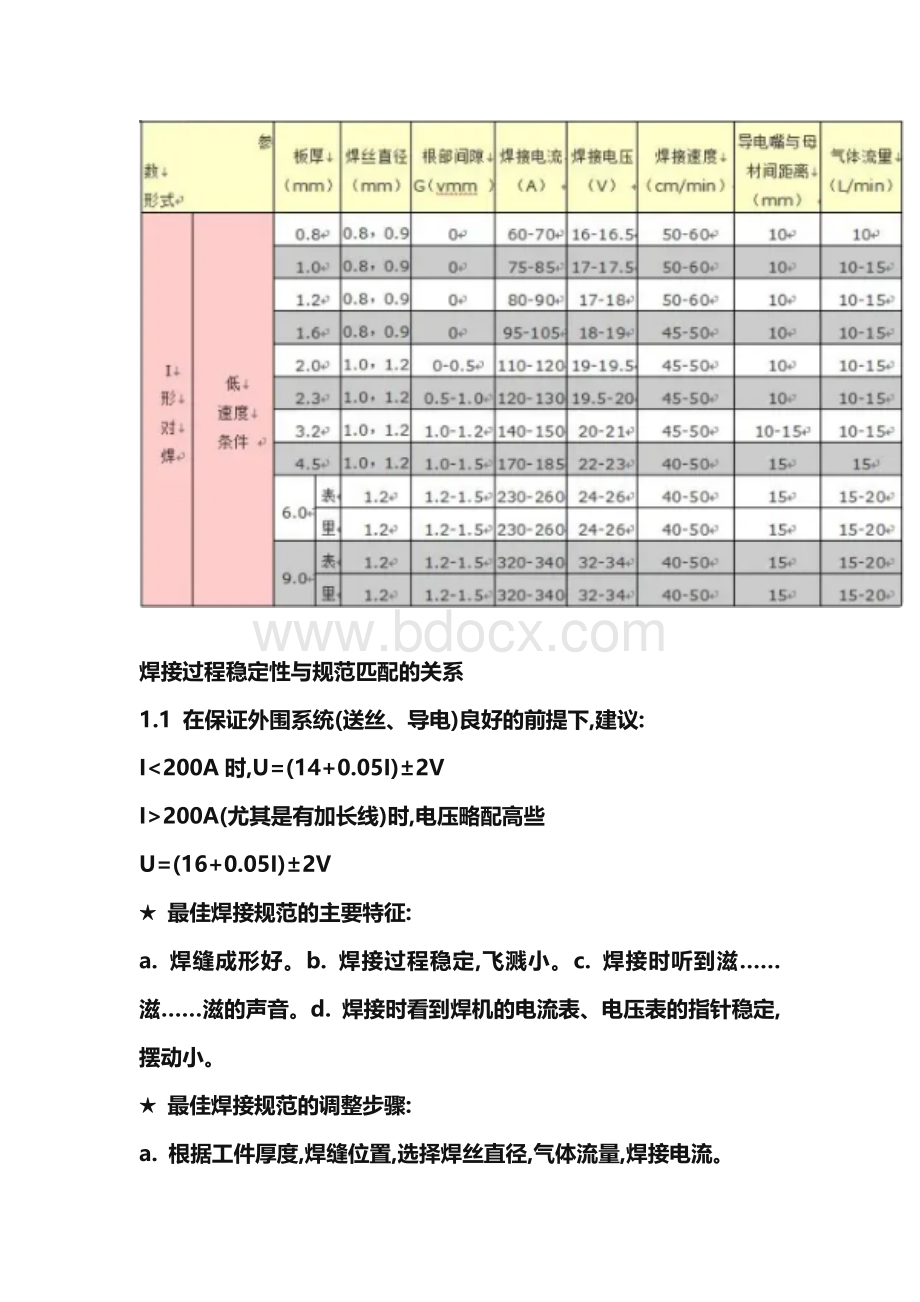
焊接过程稳定性与规范匹配的关系
1.1在保证外围系统(送丝、导电)良好的前提下,建议:
I<200A时,U=(14+0.05I)±2V
I>200A(尤其是有加长线)时,电压略配高些
U=(16+0.05I)±2V
★最佳焊接规范的主要特征:
a.焊缝成形好。
b.焊接过程稳定,飞溅小。
c.焊接时听到滋……滋……滋的声音。
d.焊接时看到焊机的电流表、电压表的指针稳定,摆动小。
★最佳焊接规范的调整步骤:
a.根据工件厚度,焊缝位置,选择焊丝直径,气体流量,焊接电流。
b.在试板上试焊,根据选择的焊接电流,细心调整焊接电压和电弧推力,最佳的焊接电压一般在1~2V之间。
c.根据试板上焊缝成形情况,适当调整焊接电流,焊接电压,气体流量,达到最佳焊接规范。
d.在工件上正式焊接过程中,应注意焊接回路,接触电阻引起的电压降,及时调整(微调)焊接电压,确保焊接过程稳定(针对工件比较大的情况)。
1.当焊丝端头始终有滴状金属小球存在,且过度频率偏低,此情况说明焊接电压偏高,此时应加快焊丝速度或降低焊接电压。
2.当焊丝干伸偏短时能正常焊接,稍长就出现顶丝现象,说明焊接电压偏低,此时应通过降低送丝速度或升高焊接电压。
3.调试焊接参数时应注意:
4.先把送丝速度调低点。
再调焊接电压,焊接电流应根据焊接母材的厚度来控制。
送丝速度调到正好(电弧能够把焊丝溶解,且溶解的很舒服)。
听声音,看飞溅。
如果溶解的很舒服,声音是很平稳的,不会乒乓作响,飞溅也少。
5.在保证焊缝熔透(这里不是焊穿的意思)的情况下,尽量选择小电流焊接,因为在电流太大时,易造成熔池翻滚,不仅飞溅大,成形也很差。
6.焊接速度:
对焊缝内部与外观的质量都有重要影响。
焊速过快会使气体保护不好,出现气孔等缺陷,同时焊缝的冷却速度相应提高,因而降低了焊缝金属的塑性的韧性。
焊速过慢时,熔池变大,焊缝变宽,易因过热造成焊缝金属组织粗大或烧穿。
7.喷嘴与工件的角度:
当喷嘴与工件垂直时,飞溅会很大,电弧不稳。
为避免这种情况的出现,可将喷嘴后倾10-15度(焊接位置不同,焊枪角度也不同),即可保证焊缝成形良好,焊接过程稳定。


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 如何 调二保焊机 电压 电流
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 策略与技巧培训课件.ppt
策略与技巧培训课件.ppt
-
酒店常用礼仪培训.ppt
-
行政文秘人员职业化培训之现代商务礼仪.PPT
 建筑安装工程承包合同-2.doc
建筑安装工程承包合同-2.doc
-
建筑物的分类.doc
-
施工现场怎样安全用电?.doc
-
二级建造师继续教育习题4.docx
-
建筑施工单位的安全责任.doc
-
施工临时用电常见安全隐患.doc
-
玻璃幕墙、中庭及特殊部位和房间的防火分隔.doc
-
106.建筑行业安全员B证模拟考试练习卷含解析.docx
-
建筑防火设计中防火分区设置.doc
-
建筑焊工模拟考试练习卷含解析 第一份.docx
-
建筑物间的防火间距.doc
-
民用建筑电气线路火灾的防范.doc
-
建筑防火门设置规范汇编.doc
-
建筑物防火分区设计建议.doc
-
装饰工程电气系统防火及质量控制.doc
-
第29份 注册二级建造师工程管理与实务考试练习卷含解析.docx
-
建筑设计防火审核要素.doc
-
如何提高建筑构件的耐火极限.doc
-
分项工程承包合同.doc
-
建筑施工行业安全意见.doc
-
施工现场临时用电安全技术要点.doc
-
建筑施工安全119问.docx
-
百条实用安全施工问答.docx
-
纯电动卷帘门安装说明书.doc
-
建筑工程总平面布置的一般防火设计要求.doc
-
建筑耐火等级的划分.doc
-
建筑物内防火分隔物的应用.doc
-
桥梁下部构筑施工.docx
-
讲师的基本技能培训.ppt
-
小学运动会各类演讲稿文档格式.docx
-
小学一年级上学期写字课教案Word下载.docx
-
心理学考研真题解析勤思真情奉献版中国教育报Word格式文档下载.docx
-
龙门吊安装与拆除安全技术措施Word格式.docx
-
给水排水管道工程施工及验收规范Word下载.docx
-
高三英语综合练习试题二Word格式文档下载.docx
-
江苏省2017年普通高校对口单招文化统考试卷及答案扫描版(14电子电工专业)Word文档格式.doc
-
乱收费自查报告范文4篇Word文档下载推荐.docx
-
六上部编语文五六单元复习教案Word格式文档下载.docx
-
高屋建瓴同义词造句Word文件下载.docx
-
旅游网络营销中的问题与对策Word文档下载推荐.docx
-
江苏省中学生生物学竞赛奥赛初赛试题及答案Word文件下载.doc
-
汽车销售部岗位职责Word格式.docx
-
千分之一的美女 自拍全教程教你做相片里的美女Word文件下载.docx
-
轴流式风机的性能测试及分析文档格式.docx
-
强烈推荐新课标人教版小学语文三年级下册作文教案全册图文Word格式.docx
-
秋季女性用品展销会策划方案文档格式.docx
-
泉州开元寺的导游词Word文档格式.docx
-
江苏省南通市2017届高三物理第二次调研测试卷Word文档下载推荐.doc
