 划线夹具.docx
划线夹具.docx
- 文档编号:6579962
- 上传时间:2023-01-08
- 格式:DOCX
- 页数:5
- 大小:86.68KB
划线夹具.docx
《划线夹具.docx》由会员分享,可在线阅读,更多相关《划线夹具.docx(5页珍藏版)》请在冰豆网上搜索。
划线夹具
划线夹具
————————————————————————————————作者:
————————————————————————————————日期:
ﻩ
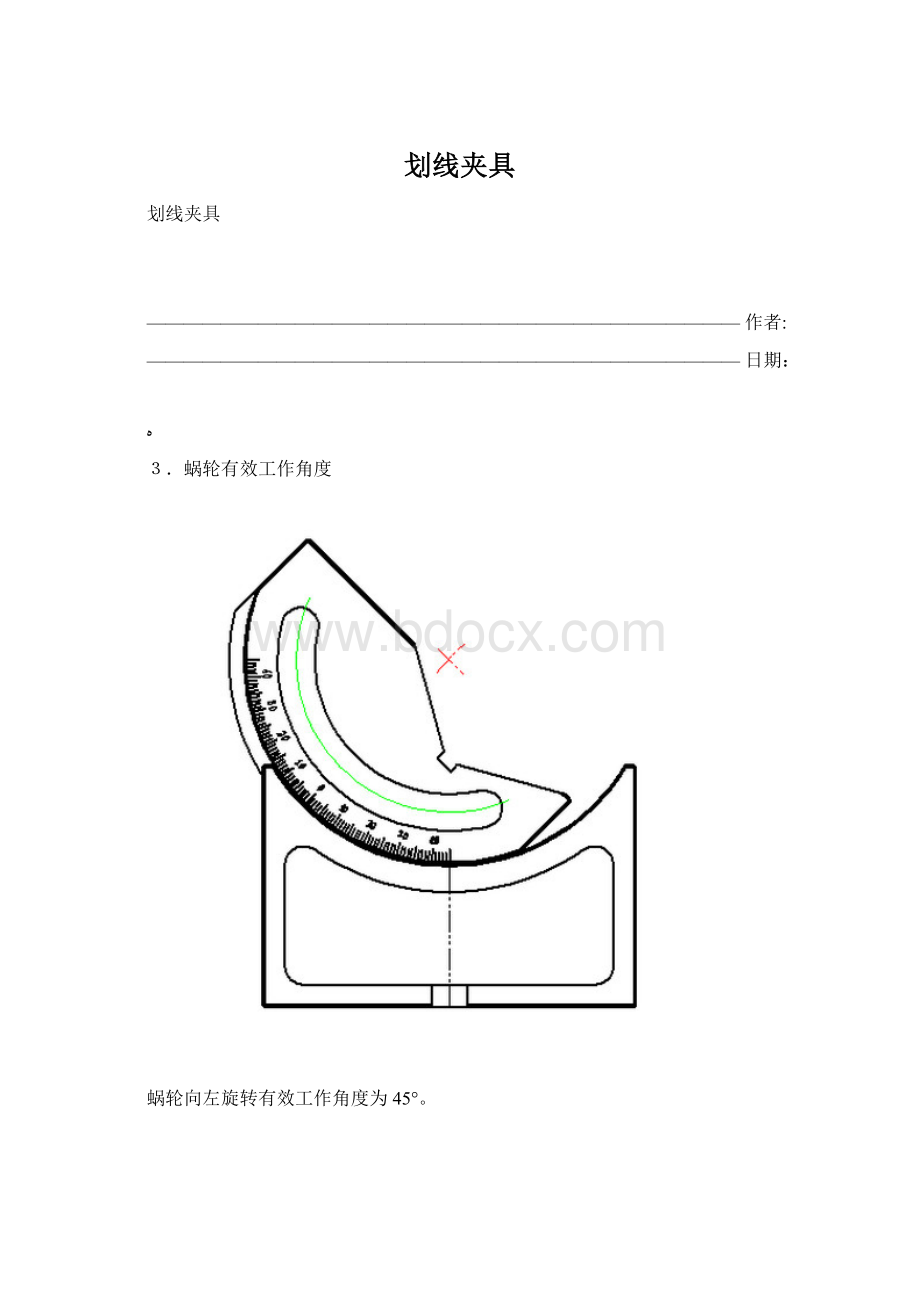
3.蜗轮有效工作角度
蜗轮向左旋转有效工作角度为45°。
蜗轮向右旋转有效工作角度为45°。
4.划线夹具材料的选择
零件名称
材料
用途
上底座、下底座
HT200
适合用于承受大载荷的重要零件,如机床底座,床身等。
立柱、接头、
连杆、压杆、蜗杆
45
综合力学性能优良,宜制成受力较大的零件,如连杆、曲轴、活塞杆等。
大铜套、小铜套、
压头
H62
有一定的耐蚀性,广泛用来制作耐蚀及适当强度的结构件,如螺栓、螺母及机器中的轴套。
5.划线夹具的使用范围
120°V型可用来夹持φ20mm至φ200mm的零件,平面可用来夹持其他零件。
6.短杆和立柱强度校核
短杆的强度校核:
短杆直径φ20,材料为45钢,查表得许用弯曲应力[σ]=300MPa,径向作用力约为0.1KN。
短杆实际弯曲强度可由公式σmax=Mmax/Wz计算。
最大弯矩Mmax=Fl=0.1×0.064=0.0064KN·m
截面抗弯系数Wz=πd³/32=3.14×2³/32=0.785
最大弯曲强度 σmax=Mmax/Wz=0.0064×106/0.785×10³=8.15MPa<[σ]
短杆工作是安全的。
立柱强度校核:
立柱直径φ20,材料为45钢,查表得许用弯曲应力[σ]=300MPa,径向作用力约为0.05KN。
立柱实际弯曲强度可由公式σmax=Mmax/ Wz计算。
最大弯矩 Mmax=Fl=0.05×0.13=0.0065KN·m
截面抗弯系数Wz=πd³/32=3.14×2³/32=0.785
最大弯曲强度 σmax=Mmax/Wz=0.0065×106/0.785×10³=8.28MPa<[σ]
立柱工作是安全的。
四、划线夹具的装配
上、下底座采用两个M12内六角螺栓锁紧、固定,安全、方便和可靠。
蜗杆上的六角沉孔规格和M12相同,只需一把内六角扳手操作,提高了设备使用的方便性。
上底座刻度盘零位时,有内螺纹圆锥销在上下底座定位,消除其角度误差,提高划线精度。
蜗杆与下底座的配合,用铜轴套连接,减小其摩擦与摩擦带来的形变。
立柱与上底座采用φ16(H6/js5)小间隙和螺纹双重配合,小间隙配合保证了立柱与上底座的垂直度,螺纹配合保证其连接安全可靠。
立柱、接头和短杆均采用间隙配合,在夹持各种尺寸的零件时,方便接头的上下移动和短杆的左右移动。
短杆和压杆采用M12粗牙螺纹配合,旋转行程较大,自锁性也好。
压杆和压头用紧定螺钉固定,连接简单可靠,便于拆卸。
五、课题设计总结
划线可以确定工件各表面的加工余量,使机械加工时有明确的参考尺寸界线。
采用借料划线可以使误差较大的毛坯得到补救,使加工后的零件仍能符合要求。
划线能及时发现和处理不合格毛坯,避免加工后造成损失。
复杂工件在机床上装夹,可以按划线找正、定位。
划线时,划出的线条要清晰均匀、尺寸准确。
立体画线时,长、宽、高三个方向的线条要互相垂直。
但由于划线的线条总会有一定的宽度,使用的划线工具有精度误差和测量调整尺寸时难免造成操作误差,所以划线不可能绝对准确。
加工时要保证精度不能只是按线加工,
必须依靠量具的检验才能保证零件的精度。
一般划线精度只能达到0.25—0.5mm。
对于划线夹具平面度的检定,检定时在划线夹具被检面的两端
各放置1mm的量块,把刀口直尺放在量块工作面上,然后在各被检点处用量块试塞,当量块组刚刚塞入时的尺寸与两端量块尺寸之差为该检点对两端之间的偏差。
这一检定还应在划线夹具工作面的横向、纵
向和对角线方向的几个截面上进行。
在测得的各个位置的直线中误差方向一致时取最大值,当误差方向不一致时取其最大正差与最大负差绝对值之和,为该受检面平面的平面度。
六、致谢
本次划线夹具设计是对我们知识运用能力的一次全面的考验,也是对我们进行科学研究基本功的训练,培养我们综合运用所学知识独立的分析问题和解决问题的能力,为以后撰写专业学术论文和工作打下良好的基础。
本次设计能够顺利完成,首先我要感谢我的母校——宁波技师学院,是她为我们提供了学习知识的土壤,使我们在这里茁壮成长;其次我要感谢宁波技师学院的老师们,他们不仅教会我们专业方面的知识,而且教会我们做人做事的道理;尤其要感谢在本次设计中给我大力支持和帮助的孙立成老师,每次有问题,老师总是耐心的解答,使我充满热情的投入到设计中去;还要感谢我的同学们,他们热心的帮助,使我感到
了兄弟般的情谊;最后还要感谢相关资料的编著者。
感谢所有在本次设计中给予我帮助和支持的人,有了你们才使我本次设计圆满的完成。
七、参考文献
1.黄鹤汀,吴善元主编·机械制造技术·北京:
机械工业出版社,1997.10
2.彭德萌等编·车工工艺与技能训练·北京:
中国劳动社会保障出版社,2001
3.张秉荣,章剑青主编·工程力学(第二版)·北京:
机械工业出版社,2003.7
4.王世清主编·孔加工技术·北京:
石油工业出版社,1993
5.李伯民等主编·实用磨削技术·北京:
机械工业出版社,1996
6.丁仁亮等主编·金属材料及热处理(第三版)·北京:
机械工业出版社,2000.10
7.邓昭铭,张莹主编·机械设计基础(第二版)·北京:
高等教育出版社,2000
8.安继儒,田玉民,李新德编·实用金属材料速查速算手册·北京:
化学工业出版社,2008.1
9.杨叔子主编·机械加工工艺师手册·北京:
机械工业出版社,2001.8
10.陈长海主编·钳工工艺·北京:
中国劳动社会保障出版社,2007


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 划线 夹具
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 对中国城市家庭的教育投资行为的理论和实证研究.docx
对中国城市家庭的教育投资行为的理论和实证研究.docx
-
二年级下册数学练习题大全.docx
-
二十年后回故乡的优秀作文.docx
-
软基换填施工方案.docx
-
《黑白装饰画》教案.docx
-
课堂教学改革实施方案5篇.docx
-
返璞归真简约致美解读《给予树》教学设计语文.docx
-
离职证明范本精选多篇.docx
-
《天局》全文.docx
-
我害怕作文集合15篇.docx
-
伏魔战记39详细攻略.docx
-
幼儿园学期计划.docx
-
雅思分类打印版Word格式文档下载.docx
-
年产1万吨竹子纤维加工项目可行性研究报告文档格式.docx
-
电商产业化项目投资经营商业计划书Word文件下载.docx
-
医学多媒体课件的设计与制作Word文档格式.docx
-
中学生中秋节想象作文Word格式.docx
-
等保20之漏洞扫描系统技术方案建议书Word文档格式.docx
-
培训学校个人工作计划模板5篇Word格式.docx
-
北京各区二模试题分类汇编文言文阅读Word文档下载推荐.docx
-
不同职业病危害因素的防护常识Word格式文档下载.docx
-
一年级上册同音形近字练习汇总Word文档格式.docx
-
班级家长会上班主任教师讲话稿Word下载.docx
-
科斯塔环载波恢复Word文件下载.docx
-
浙教义务版六年级语文下册教案 花潮Word文件下载.docx
-
集成电路设计与集成系统专业Word格式文档下载.docx
-
开工第一课专题讲座观后感文档格式.docx
-
东城区学年第一学期高三期末化学试题及答案Word格式文档下载.docx
-
苏教版六年级语文下册第七单元测试题Word格式文档下载.docx
-
学长征精神做红色传人活动方案文档格式.docx
-
读书笔记150字30篇文档格式.docx
-
中级经济法考前必背法条精华版备考资料Word格式.docx
-
刘备寨小学教研活动记录表.docx
-
小学英语新课程标准解读.docx
-
小学语文四年级下册课外阅读.docx
-
劳务用工合同范本4篇.docx
-
校园透明厨房解决方案.docx
-
歇后语儿歌大显身手.docx
-
写环卫工人的人的作文400字合集九篇.docx
-
卸船机中英文对照表.docx
-
心内科病例讨论.docx
-
莲花的唯美句子.docx
-
两支撑三节段四点吊拆除桁架拱桥.docx
-
辽宁省辽阳市学年高二上学期期末考试语文试题含参考答案.docx
-
新华大桥安全专项施工方案用心整理精品资料.docx
-
灵 份月度会议纪要.docx
-
论文答辩开场白16篇.docx
-
落枕30分钟治愈.docx
-
绿色环保演讲稿范文四篇.docx
-
马亚婷如何让孩子拥有快乐生活的能力.docx
-
星护士考题.docx
