 压铸模具结构及设计剖析.docx
压铸模具结构及设计剖析.docx
- 文档编号:9870071
- 上传时间:2023-02-07
- 格式:DOCX
- 页数:18
- 大小:244.26KB
压铸模具结构及设计剖析.docx
《压铸模具结构及设计剖析.docx》由会员分享,可在线阅读,更多相关《压铸模具结构及设计剖析.docx(18页珍藏版)》请在冰豆网上搜索。
压铸模具结构及设计剖析
压铸模具材料与结构设计
压铸模具材料与结构设计目录
1压铸模具的结构
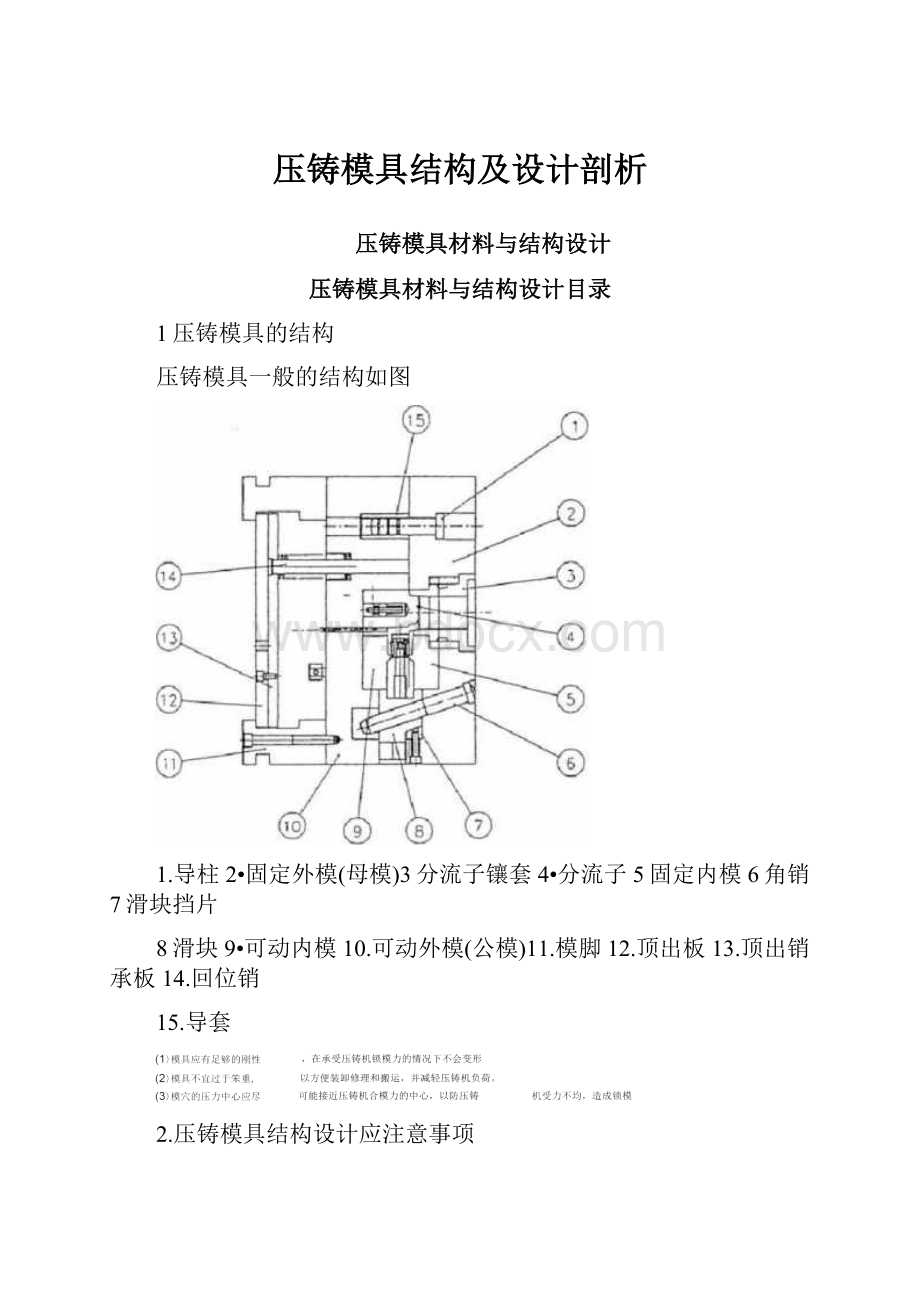
压铸模具一般的结构如图
1.导柱2•固定外模(母模)3分流子镶套4•分流子5固定内模6角销7滑块挡片
8滑块9•可动内模10.可动外模(公模)11.模脚12.顶出板13.顶出销承板14.回位销
15.导套
2.压铸模具结构设计应注意事项
不密,铸件产生毛边
(a)模具的长度不要与系杆干涉。
厚或太薄,超出压铸机可夹持的范围。
)或喷嘴(热室机)之配合。
(5)为便于模具的搬运和装配,在固定模和可动模上方及两侧应钻螺孔,以便可旋入环首
螺栓。
3内模(母模模仁)
(1)内模壁厚
内模壁厚基本上不必计算其强度,起壁厚大小决定于是否可容纳冷却水管通过,安排溢流井,及是否有足够的深度可攻螺纹,以便将内模固定于外模。
由于冷却水管一般直径约10mm,距离模穴约25mm,因此内模壁厚至少要50mm。
内模壁厚的参考值如下表。
内模最小壁厚参考表
压铸机吨数
125以下
125—-500
500
500
内模壁厚
(mm)
50
55
60
70
(2)内模与外模的配合
内模的高度应该比外模高出0.05-0.1mm,以便模面可确实密合,并使空气可顺利排出。
其与外模的配合精度可用H8配h7,如下图所示。
內模孔H8
內模與外模之配合
(3)内模与分流子的配合
分流子的功用是将熔汤由压铸机导至模穴内,因此其高度视固定模的厚度而定。
分流子的底部与内模相接,使流道不会接触外模,如下图,内模与分流子的配合可用H7配
h6。
応集與分流子之號合
4外模
(1)固定外模
固定外模一般不计算强度,但设计时要注意留出锁固定压板或模器的空间。
(2)可动外模
可动外模的底部厚度可用下面的公式计算:
1
J1h
I1
V32EBd
L
-J
其中:
h:
外模底部之厚度(mm)
p:
铸造压力(kg/cm2)L:
模脚之间距(mm)a:
成品之长度(mm)
b:
成品之宽度(mm)
B:
外模之宽度(mm)
E:
钢的杨氏模数=2.1x106kg/cm2
d:
外模在开模方向的最大变形量(mm),一般取d<0.05mm.
例:
某铸件长300mm宽250mm铸造压力选定280(kg/cm2),外模之宽度560(mr)i
模脚之间距360(mm,最大变形量取0.05(mr)i。
所以
P=280(kg/cm2)
L=360(mm)
a=300(mm)
b=250(mm)
B=560(mm)
62
E=2.1x10kg/cm
d=0.05(mm)
h_3/5X280X300X250X360'
V32X2AXIQ6560%0.05
计算得h=138mm
5.模脚
(1)模脚变形量模脚主要的功能在提供模具之顶出空间,其强度计算公式为
7WH
d=
Eab
其中:
d:
变形量(mm),通常要小于0.05mm.
W:
锁模力/2(kg)
H:
模脚高度(mm)=顶出距离+顶出板厚度+顶出销承板厚度+前进止动距离(防止顶出板撞到外模)+后退止动距离(防止顶出板撞到压铸机)
E:
钢的杨氏模数=2.1x104(kg/mm2)
a:
模脚长度(mm)
b:
模脚宽度(mm)
例:
压铸机锁模力315吨,模脚高度130(mm),模脚长度560(mm),模脚宽度
80(mm)。
贝U
W=315000/2=157500(kg)
H=130(mm)
a=560(mm)
b=60(mm)
此时变形量=(157500X130)/(2.1X104x560X80)=0.021(mm)<0.05
当模脚的高度H愈大时其变形量愈大。
因此高度愈小愈好,只要足够顶出就行了。
对
于较大的模具,通常在两只模脚中间会再加上支柱补强。
(2)固定模脚用螺栓
模脚要用螺栓固定于可动外模上,所使用的螺栓大小及数量,可参考下表。
锁模脚螺栓建议值
压铸机螺栓尺寸数量压铸机螺栓尺寸数量
3500吨
M30
10
650吨
M16
8
2500吨
M24
12
350吨
M16
6
2250吨
M24
11
250吨
M12
8
1650吨
M24
9
200吨
M12
8
1200吨
M20
13
135吨
M10
6
1000吨
M20
11
90吨
M10
6
800吨
M16
10
6.导柱与导套
CNSB3370“压铸模用导柱”中规定了导柱的材料形状与尺寸。
CNSB3373“压铸模用导套”则规定了导套的材料形状与尺寸。
设计时可直接选用标准规格。
导柱直径的选择可使用下面的经验公式:
其中d:
导柱直径(mm)
F:
模具分模面上的表面积(mm2)
K:
比例系数,一般为0.07〜0.09。
当F>200000时,K取0.07。
F=40000〜200000
时,K取0.08.当FV40000时.K取0.09.
用此公式计算出来的值,会与CNSB3360压铸模用主模板”中各个模具尺寸所使用的导柱尺寸接近.
导滑段的最小长度为直径的1.5-2倍,一般按高出分模面的型心长度加上12-20mm.
7.回位销
(1)回位销直径
回位销的功用是当顶出机构顶出铸件后,靠着合模的力量将顶出机构回复到原位.此外也有导引及支撑顶出板的功能.CNSB3372规定了回位销的形状与尺寸.回位销直径的选择可参考下表.
外模宽(mm
小于等于
150
150
250
250
350
350
500
500
650
650
800
大于
800
回位销直径(mm)
12
15
20
25
30
35
40
(3)回位销的长度
回位销的长度则可用下面公式计算
回位销的长度L=可动外模高度+模脚高度-顶出板厚度-后退止块高度
8拔模力的计算
抽芯时型芯受力的状况见下图。
型芯受力图
拔模力的大小可由下式计算:
P=Plcosa+P2Sina
=Alp(cosa-sina)
其中P:
拔模力(kg)
P1:
抽芯阻力(kg)
P2:
铸件冷却收缩后对型芯的抱紧力(kg)A:
被铸件抱紧的型芯成形部分断面周长(mm)L:
被铸件抱紧的型芯成形部分之长度(mm)
P:
单位面积的抱紧力。
对锌合金一般取0.6-0.8kg/mm2
1.2kg/mm2,对铜合金一般取1.2-1.6kg/mm2
卩:
压铸合金对型芯的摩擦系数,一般取0.2-0.5。
a:
型芯成形部分的拔模角。
例:
铝合金压铸件型芯直径40mm长度60mm拔模角1°,如下图,
摩擦系数取0.25,则拔模力P=
9。
顶出销
表面留下痕迹,
(2)顶出销是否会发生挫曲。
CNSB337仲规定了顶出销的形状与尺寸,设计时可选用标准的尺寸。
顶出销的直径的选择需考虑两件事:
(1)顶出时是否会在铸件
(1)顶出时是否会在铸件表面留下痕迹
容许的顶出销前端最小截面积为:
P=5000n=10s=3
积A=5000/(10X3)=167(mrS)
8(mm.
所以顶出销前端截面
故顶出销直径至少为
⑵顶出销是否会发生挫曲(buckling)
将顶出销视为一端固定,另一端可滑动的柱,则其稳定性的大小可用下式来计算:
El
5莎
其中K:
稳定安全倍数,钢取1.5-3。
n:
稳定系数,其值取20.19。
E:
杨氏模数,钢取2X106(kg/cm2)
(d=顶出销直径)。
I:
顶出销最小截面积处之惯性矩(cm),对于圆形截面
P:
顶出销承受之实际推力(kg)
L:
顶出销之长度(mr)i
10.角销
(1)角销斜角的选择
斜角a值一般在10°〜25°间,a值愈小,所需要的开模力愈小,而可产生较大的
拔模力,而角销所受的弯曲力也较小,开模行程长。
所以小a值用于短型芯,而长型芯为
了缩短开模距离用较大的a值。
(2)角销直径的估算
角销直径可使用下式估算
角销受力简图
其中d:
角销直径(mm)
h:
滑块端面至受力点的垂直距离(mm)
p:
拔模力(kg)
例:
P=1300(kg).a=18,h=38(mm),则d=26.3(mm),取27(mm).
(4)角销长度
角销长度建议用作图法来决定。
(参见下图)
a.取滑块端面斜孔与角销外侧斜面接触外为A点。
a.自A点作与分模面相平行的直线AC,使AC=S(抽芯距离)。
b.
自C点任垂直于AC线的BC线,交角销处侧面于B点。
C.AB线段的长度L'为角销有效工作段长度,
d.BC线段长度加上角销导引实部高度I,为角销抽芯结束时所需的最小开模距离
L=—+1tana
。
11.压铸模具材料
压铸模具材料依使用地方大致可分为三类:
(1)与熔汤接触处之零件:
为此构成模具之主要零部件,因应压铸制程之严苛环境及生产条件,用于此之材料需具备有:
•良好之切削性
•良好之高温强度高温硬度高温韧性抗回火稳定性高温耐磨性抗热疲劳性
•良好淬硬性热处理尺寸安定性
•良好之导热性
•热膨胀系数小
(2)滑动配合零件:
•良好之耐磨性和适当的强度
•适当之淬硬透性和较小之热处理变形率
(3)结构零件
•外模和紧固零件需有足够强度
工具钢种类很多,价格又贵,刚才的选择需考虑使用环境及经济因素。
下表为参考资料所列常用的材料。
预硬钢(FDAC,P20)只使用于量少的低温合金(锌,锡,铝)之压铸。
热作工具钢
or
(SKD61,H13)粗加工需在退火状态下为之,调质(淬火回火)后再做细加工。
放电加工所产生之白层需磨除以避免模具寿命减短。
优质热作工具钢(premiumgradeH13SKD61)因其均质性有姣好之寿命。
压铸模具零件常用材料表a,b
VADC^(IP7FR|
MS[I|
CXS(6]
tfBJ賈用卩|[4]
«r
中ax®国
羸理C
轲料
材科
tffi
WH
曬理
處理
SKD4
S4XrMfr
XJKtWqVJI
XAOCfM聞1
84«72M-
FDA口
JBL.JSB""*
H艮U
4M^
比“叫
HRC知50
HU
SJTCrMoVl537CiM0V?
WAV
©;叽
4CrtMuSiV
HRCM-52
■
H2I
Wh$2
XiiOMoVJJXIKiMdIOIOS
WTCNvWfl
HRC
4(M4
张丹©
辞舍畫
HU
■u-旃可枣也磁f匕
■—
■—■
XJKrMpVfl■JWOCrWo"印
碍即
flitJSJ?
SCrMnMo
KWiMfl
HRC
44⑷
n
—
r
HZI
XI^.'rinrfol1liii
X3?
QMoWJt
rHU
SKMC
SJTCrMoV1SJTCtMqV?
XJSCrMDVUXJOCrMpVSl
SKDCI
嗣fi理
SAfiHSe
4M2
一
SAESI30
4M3
—
—
■
■
m■
SAL6H0
44-41
SKMI
HRCU
TSATIQA9Mirt2V
HRC科■石
罪SR•回伽•ft
SAL]020
41-K
实岂级忙
SIC
sw亡s«cSlCJtS105GW皱SOW
SC出体
SAE4II3
竇直琲A
Mi«n
$和豹
注豈迺V
SlfJZ
SCM415^AE41[3
..
臂直洁沅
SA£4130m4W畑
3卜34
S50C
SJSCSCWJJ
M9CSJDCiMa
SJJCi的SCOMM
4XrMEiMu$ftb
CMW
FCE>55SAE-tNO
ArAp
MEinO
—
—
=
FCEJ-35
SAEFGEfl
—
頂岀“-砒車板
1A£IO2O
—
1
■B*
r-
5/XEJU3
5CrW5
M2
理YQ
昭60|
—
41
—
—
-
■,
注:
a.以上皆为节录自各参考资料,所列材料可以相似或更佳之材料替代。
b.-:
表参考资
料无特别列明。
c.硬度为HRC。
d.锌合金量少时可使用预硬钢。
d.永茂工业。
e瑞典Assab公司编号。
压铸模具零件常用材料各国对照表
fSAE.AJSl(UNS)
DIN
中國大陸
CNS
rS20CK
]1020
CK22
20
S20C
4125-
—萼
—
—SKD6
HlI
X3®CrMoV51
CrfMoSiV
S37CrMoVI(TlI)
—SKD61
H13
X40CrMoV53
4Cr5MoSiVl
S37CrMoV2(IH)
SKP5
H21
3Cr2W8V
SlOCrl^V2(TH)
SK5
WIC8
C80WI
T^A
S85C
!
SK3
WHO
C105WI
T10A*
S105C
―
O2(UNS31502)
90MnCrVS
?
Mn2V*
■"剛
SKS3
01
9SWCr4,SQWCr8
9CrWMn
S?
5CrV(TA)
SKS4
■~
•一.
™-
S50CrW(TS)
SKS5
s—
—
SSONiCrl(TC>
5UJ2
52100
IOOCt6
Cr2
SUJ2
S50C
1049
CK5O,C5O
50
SSCC
S55C
1055
CK5J,C55
55
S55C
4130
S0CrMo4
30CrMo
SCM^O
$04435
4135
34CrMM
35€rMo
SCM435
SCM440
414Q
42CrMo
SCM440
1一1
_
—
—
2IMnCr5
—
—
一
C60W?
-
SUP10
6150
SOCrVJl
SUP1Q
SKH51
M2
5652|l
SKHSI
注:
CNS钢材81年后符号改与JIS同,请参较CNSG3059。
压铸模具配合公差
固定零件配合公差
工作条件
配合类别和精度
与熔汤接触
H7/H6-----圆形
H8/h7——方形
内外模配合型芯与内模外模和分流子衬套内模和分流子
不与熔汤接触
H7/k6
导套和外模
H7/m6
外模和导柱外模和角销外模和楔紧块外模和定位销
滑动零件配合公差
工作条件
使用合金
配合
典型配合零件举例
与熔汤接触,受热量较大
锌合金
H7/f7
顶出销和顶出孔,卸料板上的滑动配合,滑块中子和配合孔
铝合金
H7/e8
铜合金
H7/d8
锌合金
H7/e8
成型滑块和滑块座
铝合金
H7/e8-d8
铜合金
H7/d8-c8
受热量不大,精度
锌铝合金
H7/e8
导柱和导套
要求较咼
铜合金
H7/d8
受热量较小,精度要求不咼
轻金属
H7/h8-h9
顶出板导柱和顶出板导套的滑动部位
H8-H9/f9
回位销和孔


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 压铸 模具 结构 设计 剖析
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《城市规划基本知识》深刻复习要点.docx
《城市规划基本知识》深刻复习要点.docx
-
《高电压技术》word版.docx
-
《安全带》gb6095.docx
-
BCP计划应急计划.docx
-
《计算机组成与工作原理》第一章复习题.docx
-
CANON LBP系列激光打印机使用方法指南.docx
-
C语言课程设计火车票系统源代码.docx
-
3热力管道沟槽开挖方法.docx
-
HR岗位职责.docx
-
1 脱硫脱硝cems维护技术规范.docx
-
O2O超市商业项目计划书.docx
-
SCI期刊呼吸胸外.docx
-
18岁生日祝福语短信.docx
-
ITMC物流企业经营沙盘比赛规则.docx
-
XX钢绳成本管理.docx
-
Matlab的第三方工具箱大全强烈推荐.docx
-
安全保卫工作先进个人.docx
-
安全生产工作日记.docx
-
windows 漏洞集合.docx
-
Φ160数控落地镗铣床技术规格.docx
-
安全施工组织设计.docx
-
安全检查和隐患排查治理制度及记录.docx
-
部编版小学二年级语文下册课外阅读专项.docx
-
变电站投运前质量监督检查汇报材料模版.docx
-
版 创新设计 高考总复习 历史 北师大版第一部分 必考内容第十五单元 第38讲.docx
-
本科毕业设计论文.docx
-
北京大学社会心理学串讲笔记1一10章加试题.docx
-
亳州市教坛新星骨干教师学科带头人特级教师年度考核细则知识分享.docx
-
超星尔雅《人生与人心》期末考试满分答案.docx
-
财经法规与会计职业道德案例分析题.docx
-
茶文化会发言稿.docx
-
财务会计核算实习总结.docx
-
项目管理班子的人员配备.docx
-
消防安全操作规程.docx
-
消防控制室值班记录表格.docx
-
消防移动图传系统解决方案.docx
-
土地市场法假设开发法估价过程.docx
-
土建施工图预算编制毕业论文.docx
-
团购经验分享及实例说明汇编.docx
-
托福听力词汇完整版.docx
-
外环路亮化工程项目建议报告样本.docx
-
外贸运输保险课后参考答案.docx
-
外研版高中英语选修六16单元知识点归纳.docx
-
完整word版人教版七年级下册英语课文文本docx.docx
-
完整版浆砌石挡土墙专项施工方案1.docx
-
完整版小学科学实验记录单.docx
-
完整版最新西师版三年级数学竖式计算题.docx
-
万科企业管理万科规划方案设计任务书模板.docx
-
线性代数知识点总结汇总.docx
-
网络银行业务发展策略.docx
-
乡镇政协工作计划新选版.docx
