 模具设计经验记录剖析.docx
模具设计经验记录剖析.docx
- 文档编号:10989833
- 上传时间:2023-02-24
- 格式:DOCX
- 页数:11
- 大小:86.82KB
模具设计经验记录剖析.docx
《模具设计经验记录剖析.docx》由会员分享,可在线阅读,更多相关《模具设计经验记录剖析.docx(11页珍藏版)》请在冰豆网上搜索。
模具设计经验记录剖析
模具设计经验记录
✐
有步距侧刃,不用写料宽公差﹐且料宽必须包含步距侧刃所切废料﹐使用导料销必须注明公差.
✐活动块做小一点﹐若料薄且回弹大可错开设计.
✐模座上的等高柱﹐外径不小于ø30.(ø30),(ø50)常用,从上往下锁.
✐模具超过450mm长时分两块,主要是脱板与下模﹐限位板与夹均分开﹐下模与夹板须做工字冲结合分开的模板以利组立.
✐模板宽超过400MM时上下模板均单边加大50MM(无模座时).
✐
活动块弹簧用ø10﹐当t超过0.5以上时﹐用ø14(即料厚时弹簧就须加大)。
(如需用外露式弹簧时须中文注明).
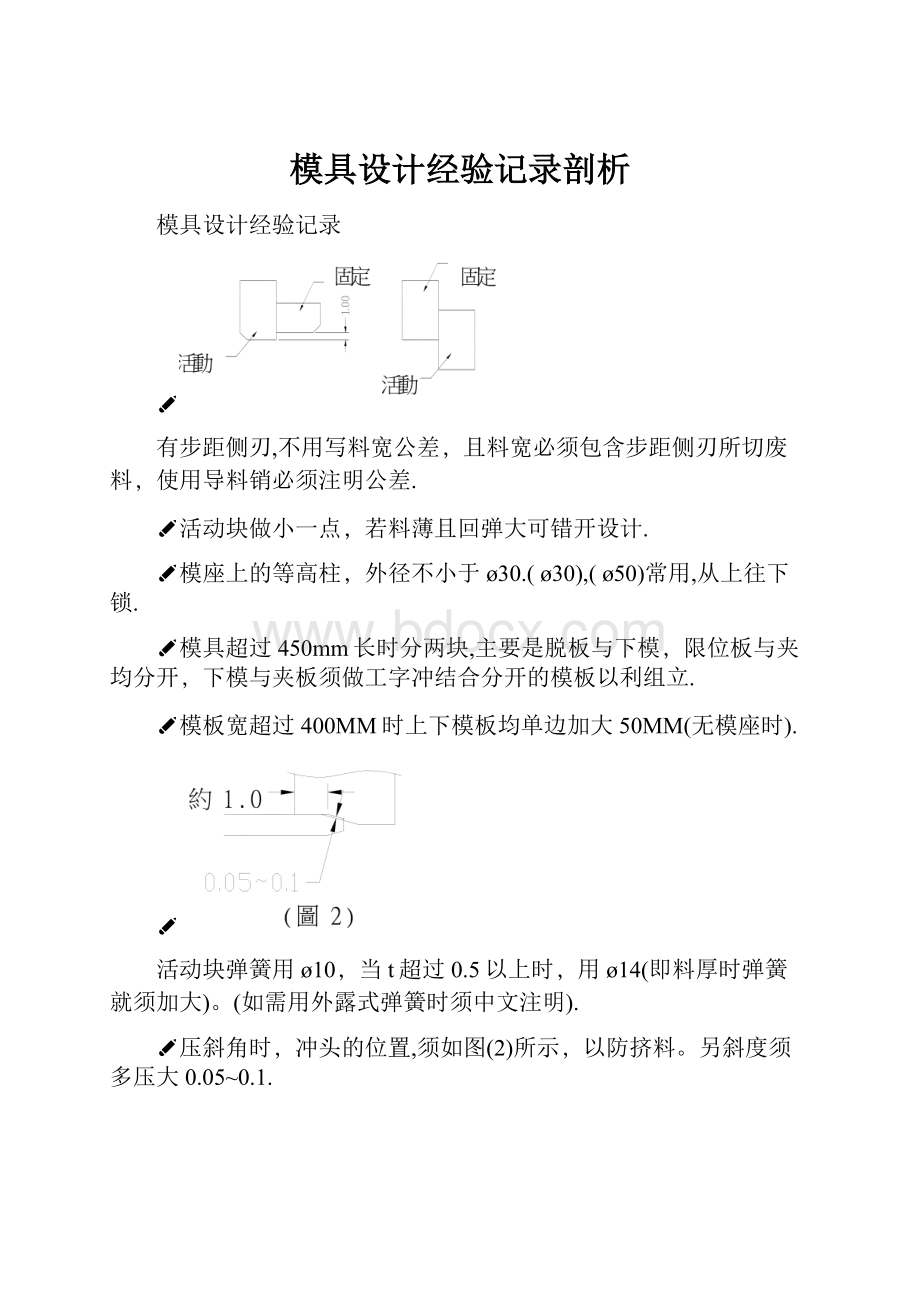
✐压斜角时﹐冲头的位置,须如图
(2)所示﹐以防挤料。
另斜度须多压大0.05~0.1.
✐
放电避位需标示尺寸(接近刀口加大0.1即可﹐其它可大至0.5尺寸避位﹐但下模板顶针位置须注意避位问题)。
(异形时须另画电极图形切割)。
✐脱板内缩冲须画出深固板固定用的缺口位置.
✐下模板往上冲的圆形凸点须做活动块﹐且须双层入块来固定。
(上层为活动﹐下层为固定).
✐引导料带的四方形引导冲一律放于脱板﹐下模板割孔﹐如有特殊方式须经理允许,如右图示:
✐异形冲切口长度﹕
(1)0~0.5t
(2)0.55~1.0t(3)1.1~2.0
52闭模=53.5长﹔52闭模=54长﹔52闭模=55长
✐异形剥料冲﹐当T<=0.5时﹐一律锁止板﹐当T>0.5时须作挂台﹐且料厚越厚挂台高度越大。
弯曲冲则依上述规定处理﹐如有特殊则需另行研讨.(入块挂台0.5T以下时深4.0﹐0.5T以上时为6.0﹐挂台须呈对角状态﹐须做防呆处理.)
✐手啤模或铆合模具﹐单冲模属危险型的模具内导柱希望尽量放在模具的后方。
✐
冲圆孔下模最小入块为Φ6.0,脱板Φ7.0﹐冲Φ1.6以下圆孔脱板均做双层护套导正。
✐空整R处注意处理方式如图,右挡块割脱板﹕
✐单边接料﹐斜排时﹐引导针尽量向内靠。
✐吹料销统一用Φ7.0﹐尽量不要在料带内。
✐引导针孔设定﹐例如﹕冲孔为Φ2.6时﹐下模板为Φ2.63,脱料板为Φ2.58,引导针为Φ2.57.
✐布料图斜排角度30°~45°.
✐1.6电解板﹐铆铆钉时材料易挤出﹐如图所示﹕铆钉过孔应比铆钉直径大0.05即可.
✐C+级以上定位销孔连同脱板均线割﹐一块板割4孔﹐孔径一律为Φ10.0,如分板时也是一板4孔﹐线割时须用进口定位销滑配。
✐飞标系列﹐正12边形内孔尺寸取上限即可﹐正六边形及梅花形取上限再加大0.10mm(且成品图须注明两片贴合厚度).
✐冲细小孔时下垫板须改为四方形落屑孔﹐下底板(下模座)也一样.
✐飞标热处理渗碳硬度改为15N=70~75.
✐止缚螺丝在图纸上需标明背面攻牙和攻牙深度。
✐1.5t以上SPHC底板厚度至少40mm.
✐补强型上冲脱板一律做入块导正.
✐滑动机构的滑块本体须做R转角与单边加大0.005。
如图示﹕
✐双边带料之侧刃方式注意右挡块磨1.05避位,上脱板铣避位.
✐冲0.4以下细小长方形孔时﹐上冲用护套方式处理﹐脱板则用双层入块导向,冲头锁止板或钻孔止杆方式;当开模较高止杆易脱离时深固配合护套线割.
✐
(1)冲Φ1.0以下(含)圆孔时脱板入块一律双层(不管模具等级);
(2)B级以上(含)圆形孔一律双层;
(3)C级以下须依客户公差要求另行处理;
(4)不是T型冲的特殊小圆冲一律双层(不管模具等级)。
✐未要求的成品展开图形布料图上转角处一律做0.2R(一般薄料0.2R﹐厚料依厚度﹐最大做0.5R).
✐压料槽设定﹕
(1)0.8T(含)以上做限位柱在标准零件表上标示”不磨压料槽﹔
(2)单冲模如有字冲工序须做料厚限位柱式等高柱﹐防压伤字模。
✐
锁止板与锁下模入块一律用M4牙,锁活动块压板用1/4”牙,压板厚5.0mm.
✐
冲字型第一工序直线段长等于产品图直线段﹐第二工序压平(可打负角)﹐第三工序校正平行度.
✐冲0.7T以上白铁料折90°角之弯曲时﹐下模入子须做滚轮式折弯﹐避免刮料﹐如无法做滚轮则用钨钢入块和冲头(滚轮式之滚轮轴心为钨钢,表面要求较高者同)。
✐冲件挂台突出形式内角R0.3,留0.2以上直边.
✐限位板(深固板﹐一般指复合模)宽度设定﹕离导柱孔边2.0.
✐导柱使用:
1.连续模一般用Φ14,如需用到Φ16导柱需向上提报.
2.单冲模如冲0.8T以下用Φ14导柱﹐0.8T以上用Φ16导柱.
✐常规手啤模﹐治具模板规格约50*50﹐底板80*100﹐如需导柱时用Φ10.
✐
攻牙底孔,及内孔要求高者,和料厚t>=0.5者须压毛边:
1.压孔毛边:
压上毛边时须做成上冲于夹板﹐不得做于脱板,冲头引导部双边缩小0.02,压毛边冲件须C角形式如下图:
2.压外形毛边:
(1).前一步冲落料后顶回料条﹐下一步冲落料(模板单边加大0.1间隙);
(2).预断防毛边法如图A所示;(3)压斜角法如图B,C所示.
✐圆衬套标准:
Ø1.1~Ø1.6用Ø6.0﹔Ø1.61~2.6用Ø7.0;Ø2.61~3.0用Ø8.0﹔Ø3.01~Ø3.5用Ø9.0﹔Ø3.51以上用Ø10.0﹐0.3T料厚以上用下一级.
✐热处理要求:
脱板—HRC58º±2°;下模板—HRC58º±2°;垫板(含夹板)--HRC56º±2°.
✐模板长度方向125,150,180,200范围内取4-5/16”螺丝﹔210~250取6-5/16”或4-3/8”螺丝;250以上取3/8”螺丝;
5/16”夹板紧固螺丝最小边距12.0mm;
其余套筒过孔之最小边距为18.0mm;
3/8”夹板紧固螺丝最小边距15.0mm;
其余套筒过孔之最小边距为20.0mm;
✐料厚0.1t时﹐需于料带尾部增加活动引导针﹐防止脱料板带料.
✐深固板宽度尺寸选取:
1.有导套时﹐宽度方向经过导柱中心;
2.无导套时﹐宽度可避开导柱1.0即可;特殊可取同夹板相同;
3.深固板紧固螺丝尽量与导板紧固螺丝同线.
✐为了省料,对于较薄材料﹐落料冲子强度足够时﹐废料可取至1.2mm,一般废料取0.9t以上.
✐模板宽度200以上长时﹐宽度方向需增加螺丝﹔有模座时,模板400以上时﹐上盖板需加长与底板大小一致.
✐1.0以上冲裁时﹐侧刃取5*5以上﹐入块周边5.0以上.
✐复合模内外脱共享时配值:
外脱内大小同产品外形,内脱加配合值X,加边仅量分多段﹐避开内孔,如下图示:
1.X=Ø+Z1+Z2-0.02
X:
上下脱板配值﹔
Ø:
钼(铜)丝直径,钼丝Ø0.18﹐铜丝Ø0.20;
Z1:
线割放电间隙,钼丝0.02;
Z2:
冲压间隙(双边).
2.为确保凸凹模靠近边缘之冲孔强度,内脱板凸出处配置时注意避开冲孔位置.
3.内脱板凸出处之配布,必须注意分布均匀.
4.编程时﹐单边间隙内缩(Z/2-0.01)线割时,钼丝于内侧线割.
✐冲方孔时注意防呆,可3角做R0.20﹐另1角做R0.15.
✐(勤德)45°(左右)折弯时﹐上冲取产品外交点﹐如图标﹐90°折弯时﹐冲子平模面多出一片厚﹐作修模调整用:
当90°折弯直身边较长﹐材料较厚时﹐须做助脱.
✐
细长冲头作止板时﹐为保证冲头强度﹐尽量不要做在薄的方向.
✐打铆钉模﹐当铆钉身子太长时易偏﹐下模内孔加入子把铆钉限位﹐防止铆钉偏向:
✐弹簧尽量不做在料带上,以免改模时困难.
✐下模板长超过300时﹐厚度t取25mm。
✐复合模长250(含)时﹐上模板前后同下模板﹔超过则单边加宽50.0mm.
✐下垫板对应下模板之浮导销钻顶针孔时﹐下模直割引导孔处也钻顶针孔﹐防掉废料.
✐成形冲子挂台做在成形面﹐方便研磨.
✐浮升销与侧刃共享时﹐侧刃前3~5mm就做浮升销﹐否则无用.
✐侧刃末边界前至少要有2支两用销,若仅能加1支﹐则在前面须加方形活动块导向抬料.
✐冲0.8T以上料折90°内角尖角(或R太小)时﹐无论向上向下折﹐都要做助脱刮下产品﹐以免脱料不顺拉变形.
✐复合模或单冲﹐连续模中间割大形腔时﹐以前用锯加工后割防线割应力﹐但热处理后易翘曲﹐改钻孔Φ10.0﹐孔距15.0以上.
✐富准类表面严格模具要求:
1.夹板须热处理﹐加内导套﹔
2.凸凹模不可装销钉﹐加下夹板夹固﹔
3.凸凹模﹐内脱板螺丝盲孔攻牙﹐不可攻穿﹔
4.下料模(复合模)内脱凸出凹模面0.3,外脱凸出凸凹模0.4.
✐吹气销做成固定式﹐吹气高度随产品调整.
✐当向上内折角A小于90°但又在60°以上时可采用如右方法成形﹐不用走滑块﹐向下折也可:
✐
抽深带料法﹕
1.浅抽深如(图1)示:
对边各留一带料处。
2.浅抽深可四周切口防拉变形,如(图2)示.
3.深抽深用四边双圈撕开法克服.
✐
(圖2)
产品端部打斜面展开之计算,采用等体积法(V相同),在AutoCAD中作出三维的图
(1)和
(2),可知图
(2)之长度:
b’=V/(W*t)
✐打凸点﹕当凸点直径d=2t时﹐可采用挤出式成形﹐如图示:
✐<
1.材料厚度在0.056±0.005之限类型;
2.采用精密桌上型冲床,钛制导柱导套模冲裁;
3.
(圖1)
(圖2)
模具先复合模落料再侧刃下料;
4.两用销定制,有效高度=下脱板厚度(不浮动),Ø6.0/Ø3.6;
5.冲长条形方孔时,公差要求(+0.014/-0.000)时,取公差上限再加0.005,公差±0.05或±0.1无此限﹔
6.模具有总高度限制(上始点142mm,下始点112mm,行程30mm);
7.所有模板须热处理,凹模,脱料板,上夹板画备料图;
8.模板长宽不超过100*100,底板长宽不超过150*120,模柄Ø25*40;
9.须设计专用送料机构;
10.细长冲头挂台时,标明挂角内角R=0.15,避免清角;
✐滑块机构见图档.
✐压斜角时,当整个料厚斜角时,直接压易出现毛刺可先压斜角,留一定料厚,再冲孔.
✐整支大圆T冲,若非0.1级,全做二级A冲.
✐复合折弯单冲模向上折时上夹板可作20或22厚,HRC=55°,否则下模导柱易使上夹板变形.
✐表盖拉伸模:
(1).太深时字唛易变形,在抽伸后打字,
(2).太靠近边沿时,亦要后打.
✐冲铝片时,螺丝孔和定位销孔尽量不在料带上,易产生压痕,如果一定要在料带有生气的,可作盲孔攻牙;复合模下料时,取消定位销,增加下夹板夹固凸凹模.
✐飞标类大斜度刀尖做法:
1.先切出大概外形,2.再压斜面,3.再切出实际外形.
✐材料为黑皮铁板单冲时,冲头上做Ø3.0~Ø4.0孔装活动顶料销打废料,以免粘料.当冲大圆孔时同上.
✐
铆以下类型铆钉时:
铆冲头十字状做凸出型,不做凹入型.
✐当撕口后折弯之情形,为了避免中子碰料条,冲子可避开0.05~0.1(单边)成形,注意先压住料后成形,避免移位.如图示:
✐
<<关于镀金产品的厚度标准>>:
1.单位确定:
a.u----公制单位.1u=1/1000mm
b.u”----MICROINCH微英寸(电镀单位)
c.换算:
1u=39.37u”,约1u=40u”
2.镀金种类:
全镀金和局部镀金,局部镀金分为先镀后冲,先冲后镀.
3.镀金等级分类:
1.FLASH=一般性,无要求,厚度约0.5u”~1u”
2.2u”=有均匀度﹐目视OK﹔
3.3u”=有均度﹐略带光泽﹔
4.8u”=有均度﹐光泽表面良好﹔
5.12u”,15u”,20”~50u”=有均度﹐符合国际规范.
4.镀金前镀镍的产品一般镀镍厚Ni=20~30u”.
✐电池弹片弹簧底孔与铆钉孔配合﹐通常铆钉规格﹕Ø1.6﹐Ø2.6﹐Ø4.0.
✐先镀后冲标准﹕镀层宽度比客要求之上限值(斜排后)单边加宽0.5﹐避免镀回太窄.
✐小凸包折弯方式:


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 模具设计 经验 记录 剖析
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《Java程序设计》考试大纲及样题试行.docx
《Java程序设计》考试大纲及样题试行.docx
-
《工业企业管理》自学任务书.docx
-
《短歌行》原文翻译及赏析.docx
-
《跳水》教案3.docx
-
《基于MATLAB的信号与系统实验指导》编程练习.docx
-
《你是最棒的》教学设计.docx
-
《选修4化学反应原理》知识点总结整理超全.docx
-
2环境应急监测试题资料.docx
-
《自动化仪表工程施工及验收规范》GB50093仪表安装检验批.docx
-
09年法律硕士民法预热辅导第2102讲完整篇doc.docx
-
6阅读能力阅读方法指什么.docx
-
《豆蔻镇的居民和强盗》读后感.docx
-
CMYK色值参考.docx
-
3121护理查对制度.docx
-
《草莓》课堂教学课件5篇.docx
-
CCNA完整知识点.docx
-
《合理安排时间》说课稿.docx
-
18我的伯父鲁迅先生.docx
-
3dmax授课计划doc.docx
-
《中共中央国务院关于加快推进生态文明建设的意见》.docx
-
《永生的眼睛》练习题附答案.docx
-
flow3d官方培训教程中的实例中文说明.docx
-
《宪法》《监察法》应知应会100题含答案.docx
-
EMS基础知识综合练习复习资料.docx
-
100以内退位减法500道带竖式空间可直接打印.docx
-
207声屏障施工组织设计.docx
-
30个科学小常识教学提纲.docx
-
JGJ59建筑施工安全检查标准评分表全套.docx
-
12幼儿园保育员培训活动记录表.docx
-
minecraft匠魂教程.docx
-
c语言课程设计学生成绩管理系统.docx
-
0503新闻传播学基本要求.docx
-
《唐家岭村宅基地腾退搬迁改造方案》Word文件下载.docx
-
《义务教育学校管理标准》(试行)Word格式文档下载.doc
-
中考文言文各种题型解题技巧Word文档下载推荐.doc
 汽车空调结构原理与维修(第1章)PPT格式课件下载.ppt
汽车空调结构原理与维修(第1章)PPT格式课件下载.ppt
-
W1121下顺槽皮带机安装Word下载.docx
-
中考文言文《三峡》检测题及答案Word文档下载推荐.docx
-
云南省曲靖市会泽县届高三学科知识竞赛文科综合试题Word文档下载推荐.docx
-
人教版新课标九年级化学下册812单元教学案文档格式.docx
-
市政道路电力管道检验批Word格式文档下载.docx
-
教师师德规范学习心得体会文档格式.docx
-
小学英语口语交际教学的研究Word格式文档下载.docx
-
在全县扶贫开发工作会议上的讲话Word文件下载.docx
-
分数的基本性质教学设计Word下载.docx
-
教师结对帮扶个人计划Word格式文档下载.docx
-
创办你的企业创业计划书Word文档下载推荐.docx
-
学校法制教育工作制度Word格式文档下载.docx
-
成人高考高起点语文考试真题模拟及答案解析Word文档格式.docx
-
述职报告评分Word文档格式.docx
-
学生个人工作计划书Word格式文档下载.docx
