 轴承钢的热处理工艺及参数和发展Word文档下载推荐.docx
轴承钢的热处理工艺及参数和发展Word文档下载推荐.docx
- 文档编号:14885224
- 上传时间:2022-10-25
- 格式:DOCX
- 页数:14
- 大小:23.87KB
轴承钢的热处理工艺及参数和发展Word文档下载推荐.docx
《轴承钢的热处理工艺及参数和发展Word文档下载推荐.docx》由会员分享,可在线阅读,更多相关《轴承钢的热处理工艺及参数和发展Word文档下载推荐.docx(14页珍藏版)》请在冰豆网上搜索。
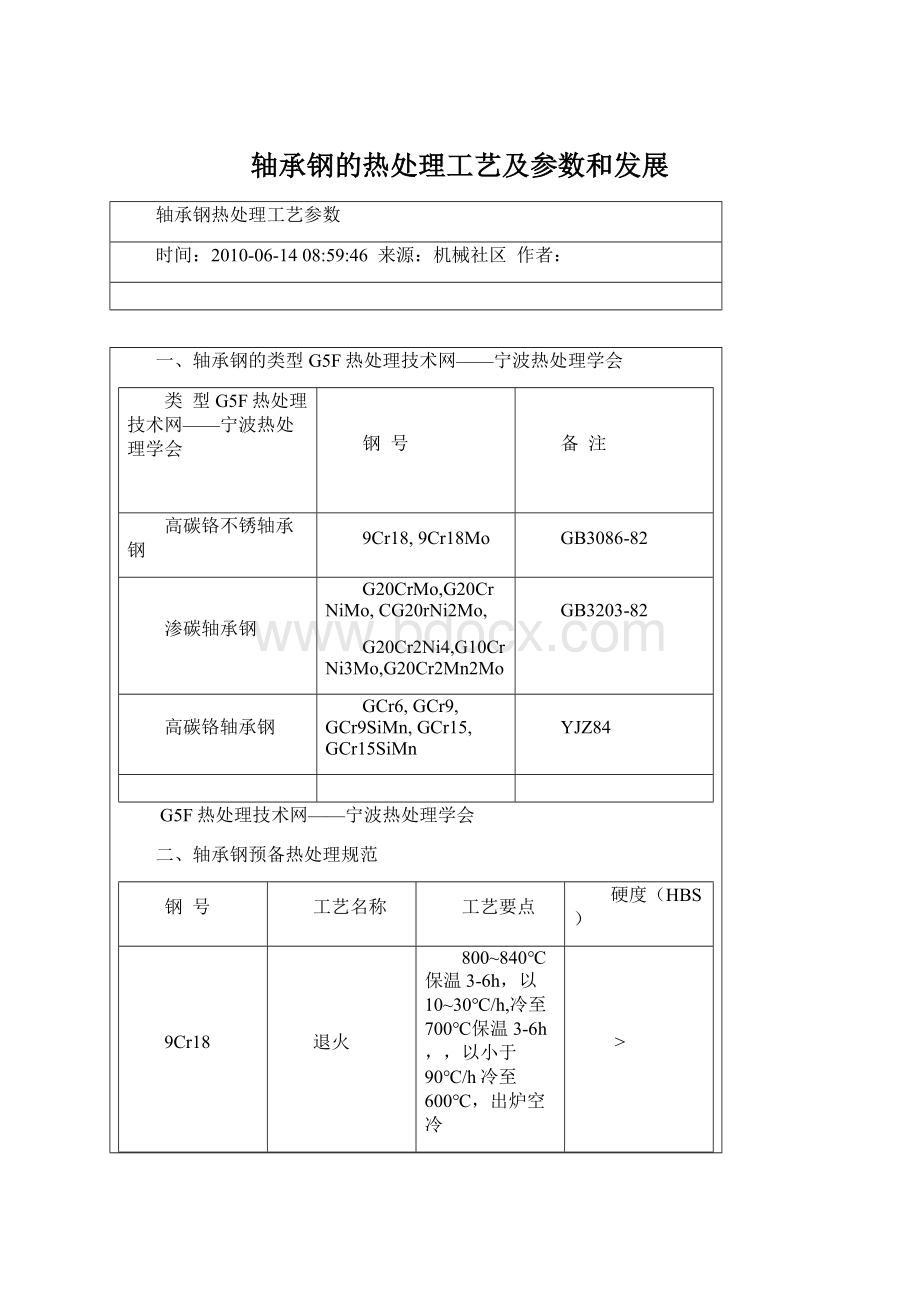
YJZ84
G5F热处理技术网——宁波热处理学会
二、轴承钢预备热处理规范
工艺名称
工艺要点
硬度(HBS)
9Cr18
退火
800~840℃保温3-6h,以10~30℃/h,冷至700℃保温3-6h,,以小于90℃/h冷至600℃,出炉空冷
>
正火
850~870℃保温3-6h,以小于90℃/h冷至600℃,出炉空冷
9Cr18Mo
850~870℃保温3-6h,以10~30℃/h,冷至700℃保温3-6h,,以小于90℃/h冷至600℃,出炉空冷
≤255
850~870℃保温4-6h,以小于30℃/h冷至600℃,出炉空冷
GCr6
790~810℃保温3-6h,10~30℃/h,冷至600℃,出炉空冷
900~950℃保温后空冷,大件风冷
GCr9
790~810℃保温2-6h,以10~30℃/h,冷至650℃以下,出炉空冷
179~207
等温退火
790~810℃保温2-6h,炉冷至710~720℃保温1-2h,再炉冷至650℃以下,出炉空冷
207~229
900~950℃保温1-2h,,分散空冷,大锻件风冷
270~390
高温回火
650~700℃保温后空冷
229~285
GCr15
170~207
790~810℃保温2-6h,炉冷至710~720℃保温1-2h,再炉冷至650℃以下,出炉空冷
GCr15SiMn
790~810℃保温2-6h,以10~30℃/h,冷至600℃以下,出炉空冷
790~810℃保温2-6h,炉冷至710~720℃保温1-2h,出炉空冷
900~950℃保温10~90min,出炉空冷
G20Cr2Ni4A
800~900℃,炉冷
≤269
软化退火
680~700℃,空冷
≤321
890~920℃,空冷
640~670℃保温4-6h,空冷
Cr14Mo4V
880~1000℃保温4-6h,以15~30℃/h,冷至740℃再以15~30℃/h,冷至600℃保温2-5h,,出炉空冷
197~241
850~870℃保温4-6h,以30℃/h,冷至600℃,出炉空冷
三、轴承钢淬火回火工艺参数
淬
火
回
加热温度(℃)
冷却
方式
硬度(HRC)
回火方式
硬度(HRC)
800~850(预热)
1060~1080
油
150~160℃3h,空冷
≥60
1050~1100
150~160℃2~5h,空冷,回火4次
≥58
810~830
780~815
水
150~170℃的油炉均热2~5h,空冷
62~65
815~830
≥63
835~850
61~65
GCr9SiMn
800~840
150~180℃的油炉均热2~5h,空冷
≥62
820~840
790~810
160~180℃的油炉均热6~12h,空冷
1100~1120
500~520℃2h,空冷,回火4次
61~63
G5F热处理技术网——宁波热处理学会
四、部分轴承钢热处理后的性能
钢号G5F热处理技术网——宁波热处理学会
热
处
理
性
能
σb(MPa)
Ak(J)
HRC
860℃预热,1060~1080℃淬火加热,淬火后冷至室温,-78℃冷处理,温度回升至室温,160℃回火3h
1552
21
63
860℃预热,1055~1065℃淬火加热,淬火后冷至室温,-78℃冷处理,温度回升至室温,160℃回火3h
1504
37
61
850~860℃淬火加热,油冷,160℃回火2h
1617
28
61~64
GCr15A
1902
26
830~840℃淬火加热,油冷,160℃回火3h
1813
23
65
GCr15SiMnA
1906
G20CrNiMo,
920±
10℃渗碳,直接淬油(810℃),190℃回火2h
1126
31
64
810℃直接淬油,190℃回火2h
862
108
32
G20CrNi2Mo
渗碳,(880℃,油冷)+(790℃,油冷),低温回火
1631
47
(880℃,油冷)+(790℃,油冷),低温回火
1500
122
45
渗碳加二次高温回火(580℃6h,650℃6h),
1698
40.8
二次高温回火(580℃6h,650℃6h),
1511
113
优质轴承钢的制造技术特点
2010-04-1916:
29:
25
中国金属加工在线
轴承钢是质量要求很严格的钢类。
目前对轴承钢提出的要求有:
用户免加工和检查、提高质量、规格细化和提高尺寸精度等,而且,对这些要求的重要程度越来越高。
为满足这些要求,JFE制钢使用了各种保证产品质量和进行精加工的设备生产轴承钢。
这些设备与新开发的提高质量的技术相结合,可以生产尺寸范围宽、质量高、附加值高的热处理和热轧轴承钢。
JFE轴承钢制造技术的特点是:
1)表面质量精细加工和质量检查体系
用对钢坯进行火焰清理和将连铸坯轧制成小型圆坯的方法,均匀去除表面瑕疵、皮下夹杂物和脱碳层。
对质量要求特别高的材料,实施钢坯扒皮作业高度清除缺陷。
为保证小型圆坯的表面质量,用自动涡流探伤仪和磁粉探伤仪进行检查;
对内部缺陷,用圆坯全断面超声波探伤仪检测内部孔隙和夹杂物。
2)轴承钢的精细制造技术和质量保证
在线材-棒材厂,在棒材轧制线上增设线材轧制线,进行联合轧制。
对棒材和线材都采用4辊精轧机进行精轧,棒钢的尺寸精度在0.01mm以下,用户可以省略扒皮和拉拔加工。
对线材可进行自由尺寸轧制,并可以生产Φ4.2mm的小尺寸线材。
由于把线材已经轧制到锻造的尺寸,所以用户可以省略拔丝、热处理和表面处理工序。
3)提高钢的洁净度
近年来,JFE制钢为了提高钢的洁净度,采用了PERM(加减压精炼)、LF(炉外精炼炉)对钢的生产工艺进行了改进。
PERM法是在转炉冶炼时,使氮、氢等气体溶解在钢中,然后,用RH炉(真空脱气)迅速减压,使钢中产生气体,利用这种气体捕捉并排除钢液中的夹杂物。
JFE制钢还在2008年新建LF炉,大大提高了夹杂物的去除能力。
采用上述工艺和设备的效果是:
与原有工艺相比,夹杂物个数预测指数减少34%、夹杂物最大直径指数减少29%、夹杂物最大直径指数分布的标准偏差减少了73%。
由于采用了具有上述特点的制造技术,JFE制钢今后将继续向用户
轴承钢资料
2010-08-1711:
44:
热加工行业论坛
轴承钢全名叫滚动轴承钢,具有高的抗压强度与疲劳极限,高硬度,高耐磨性及一定韧性,淬透性好,对硫和磷控制极严,是一种高级优质钢,可做冷做摸具钢。
比重:
7.81
(一)轴承钢锻造温度
(1)始锻温度:
1150(1120)终缎温度:
850(800)度。
(2)锻造前清除表面缺陷,尽量预热后在快速加热。
(3)温加工时,应避免200~400度的蓝脆区。
热加工时,应避免进入高温脆区(大于1250)。
应尽量避免进入热脆区(800~~950度)。
今日焦点:
(二)锻后热处理
(1)锻后————预先热处理(球化退火)————最终热处理(淬火+低温回火)
(2)球化退火目的:
降低硬度,便于加工,为淬火做准备。
球化退火过程:
加热到750~~770度,保温一定时间,在缓慢冷却到600度以下空冷。
(3)各种轴承钢淬火+低温回火及硬度表
淬火温度及淬火介质
低温回火
硬度
800~820
水或油
150~170
62~64
800~830
810~820
150~160
820~846
GCr15SiMn
(三)淬火及淬火介质
(1)淬火颜色(经验)白色最硬而脆,黄色硬而韧,兰色软而韧。
(2)淬火介质
A水:
一般温度不超过40度,不得有油,肥皂等杂质。
B盐及碱的水溶液:
水中加百分之5~10的盐或碱。
盐溶液冷却速度是水的十倍,硬度高而均匀,但组织应力大,有一定的锈蚀作用。
温度小于60度。
碱溶液(苛性纳水溶液)腐蚀性大,适应范围小。
C油:
包括机油,锭子油,变压器油,柴油等。
可减小变形与开裂。
不适用碳钢。
油温度:
在60~~80度,最高不超过100~120度。
(四)回火温度
轴承钢采用低温回火。
温度:
150~250度。
可在保持高硬度和高耐磨性的前提下,降低内应力和脆性,以免使用时崩裂或过早损坏。
硬度HRC:
58~~64。
【注:
本信息来自互联网,由热处理技术网网友提供,仅供读者参考。
如果有涉及到版权问题,请发邮件到nbhtcn@,我们会及时删除或处理。
】
轴承钢的热处理工艺
轴承钢全名叫滚动轴承钢,具有高的抗压强度与疲劳极限,高硬度,高耐磨性及一定韧性,淬透性好,对硫和磷控制极


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 轴承钢 热处理 工艺 参数 发展
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 12处方点评管理规范实施细则_精品文档.doc
12处方点评管理规范实施细则_精品文档.doc
-
12核心制度竞赛题库_精品文档.doc
-
12新医疗技术准入制度_精品文档.docx
-
12月份医务科质控通报_精品文档.doc
-
12项基本公共卫生服务项目_精品文档.docx
-
12月环境卫生学监测方法考核试题_精品文档.doc
-
13双重预防体系风险评价制度及准则_精品文档.doc
-
12种不能忽视的可能的心脏病症状_精品文档.doc
-
13检验科“三基”考试试卷_精品文档.doc
-
14以预防为先导_精品文档.doc
-
12高危药品分级管理制度及目录_精品文档.doc
-
13个病种中医护理方案_精品文档.docx
-
16检验科应对突发事件应急预案_精品文档.docx
-
12急救药品管理制度_精品文档.doc
 17种抗癌药纳入国家基本医疗保险工伤保险和生育保险药品目录_精品文档.xls
17种抗癌药纳入国家基本医疗保险工伤保险和生育保险药品目录_精品文档.xls
-
14医疗器械召回程序_精品文档.wps
-
13医用耗材库房管理制度_精品文档.doc
-
136个幼儿园英语课堂游戏_精品文档.docx
-
12经络彩图_精品文档.doc
-
151颅脑损伤恢复期康复临床路径_精品文档.doc
-
14项护理核心制度_精品文档.doc
-
12检验科化学危险物品使用准则_精品文档.doc
-
15-消化内镜手术分级目录_精品文档.xls
-
13术前讨论记录本模板_精品文档.doc
-
17-下腰痛评估表JOAVAPS_精品文档.doc
-
12项基本公共卫生服务流程图_精品文档.doc
-
13中国髋膝关节置换的现状及展望_精品文档.docx
-
14种最迷惑人的癌症前兆_精品文档.docx
-
17消毒供应室医院感染管理制度_精品文档.doc
-
15附加住院津贴保险条款的费率-人保财险备-健康附号_精品文档.doc
-
19陕西省崔家沟监狱罪犯医疗防疫总站突发事件预案_精品文档.doc
-
20项护理技术操作规程及评分标准_精品文档.doc
-
医院委员民主生活会情况报告Word文档下载推荐.doc
-
个人工作纪律整改报告Word格式文档下载.docx
-
优秀团干部入党申请书Word下载.doc
-
培训主管述职报告Word文档格式.doc
-
关于校园文化建设情况的调研报告Word下载.doc
-
倒装句用法总结Word文档格式.doc
-
中国共产党发展党员工作细则Word下载.doc
-
医院关于申请划拨建设用地的可行性报告Word格式文档下载.doc
-
化工班组年终总结范文3篇Word格式文档下载.doc
-
医院总务科廉洁自律工作汇报Word格式文档下载.doc
-
个人年终总结Word格式.doc
-
住院医师规范化培训管理总结Word格式.docx
-
关于纠正医药购销和医疗服务中不正之风总结文档格式.doc
-
培训活动总结及小结Word格式.docx
-
北京市高级人民法院对商品房买卖疑难问题的会议纪要Word文件下载.doc
-
优秀的中国(洛阳)一拖中信重工实习报告Word文件下载.doc
-
中国建设银行实践报告Word文档下载推荐.docx
-
会计制度设计报告-销售业务内部控制制度设计Word格式.doc
-
医院后勤主任述职报告Word文档格式.doc
