 图样工艺性审查标准Word文档下载推荐.doc
图样工艺性审查标准Word文档下载推荐.doc
- 文档编号:15371570
- 上传时间:2022-10-29
- 格式:DOC
- 页数:15
- 大小:483.50KB
图样工艺性审查标准Word文档下载推荐.doc
《图样工艺性审查标准Word文档下载推荐.doc》由会员分享,可在线阅读,更多相关《图样工艺性审查标准Word文档下载推荐.doc(15页珍藏版)》请在冰豆网上搜索。
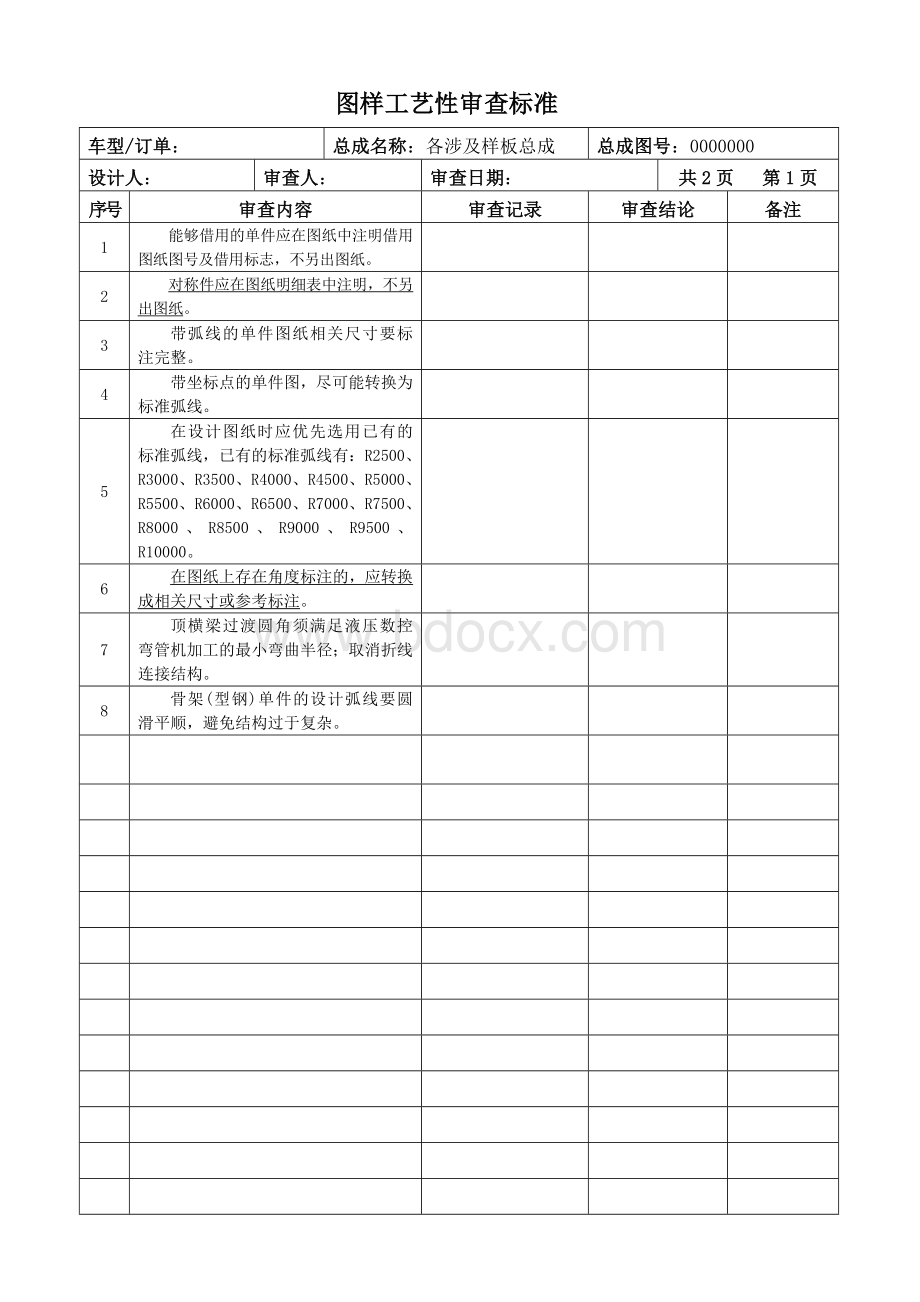
审查记录
审查结论
备注
1
能够借用的单件应在图纸中注明借用图纸图号及借用标志,不另出图纸。
2
对称件应在图纸明细表中注明,不另出图纸。
3
带弧线的单件图纸相关尺寸要标注完整。
4
带坐标点的单件图,尽可能转换为标准弧线。
5
推荐意见:
适用于中低档车
在设计图纸时应优先选用已有的标准弧线,已有的标准弧线有:
R2500、R3000、R3500、R4000、R4500、R5000、R5500、R6000、R6500、R7000、R7500、R8000、R8500、R9000、R9500、R10000。
6
在图纸上存在角度标注的,应转换成相关尺寸或参考标注。
7
顶横梁过渡圆角须满足液压数控弯管机加工的最小弯曲半径;
取消折线连接结构。
8
骨架(型钢)单件的设计弧线要圆滑平顺,避免结构过于复杂。
总页第页
前后围骨架总成
5301000/5601000
单件部分
各单件的圆弧须满足液压数控弯管机加工的最小弯曲半径范围;
下立柱下部R弧园角应满足现有的圆弧切口模具加工范围,模具有R25/R50两种(见《标准制造工艺》)。
骨架型钢及钣金制件选材应在公司内现有的《物资采购标准》中选取,并且符合客车骨架选用优化标准。
如采用整体磷化,各单件必须带出流酸孔(情况具体分析),流酸孔直径为10mm,中心距单件两端10mm,开孔位置在车身的最下部。
非整车磷化车型,型钢开口处应按照《开口型钢封闭方案》要求进行封闭。
为防止灰尘进入,在通立柱的上下开口处封板(预留硫酸孔)。
横梁过渡圆角满足液压数控弯管机加工最小弯曲半径;
取消折线连接。
后视镜固定板固定孔应符合《标准自制件》中各孔的位置及尺寸。
立柱或横梁需焊固定板时,尽量采用预埋板结构和工艺。
9
雨刷器套孔选用Φ33,雨刷器套采用Ф32*2*55。
10
三角盘固定座孔Φ33,轴套Φ32*2。
11
电机固定板孔采用Φ33。
12
型钢直线料按照标注方法规范标注,不出单件图,斜头型钢的布置应使斜头角度不小于25°
。
13
尺寸标注应便于骨架组焊时测量。
14
支撑件设计时,考虑焊接间隙。
共2页第2页
总成部分
同一产品系列平台化程度:
同一平台车身弧线、总高度、总宽度、窗下沿梁到腰梁高度、边窗高度宽度、司机窗(门)、乘客门等关键部位尽可能保持一致。
如更改,能否避免与现有车型干涉。
系列化车型司机窗弧线、大小尽可能保持一致,以便于保持胎具及样板的统一。
异形边窗尺寸标注齐全,不得标注易于变形的尖点,应在中部取点标注。
前风窗框四角应有至少各有1件5.0*50*50的三角加强板,增加四角连接强度。
明细表标识清楚、齐全,尺寸与图纸标注一致;
总图尺寸与单件图一致。
能够借用的单件应在图纸中表明借用图纸图号及借用标志,不另出图纸。
对称件应在图纸明细表中表明,不另出图纸。
斜头型钢要按照斜头料标注方法规范地标注,不出单件图,斜头型钢的布置应使斜头角度不小于25°
左右侧骨架总成
5401000/5411000
地板角钢、座椅固定槽钢、座椅固定角钢及其他钣金件折边高度及长度应在折边机加工范围内,符合折边工艺标准;
折边工艺无法满足的,应符合《标准制造工艺》所列现有模具加工要求。
骨架型钢及钣金制件选材应在公司内现有的材料中选取,并且符合《物资采购标准》。
如采用整体磷化,则各单件必须带出流酸孔位置(具体情况具体分析),开孔位置在车身的最下部;
对于非整车磷化车型,型钢开口处应按照《底架开口型钢封闭方案》要求进行封闭。
后视镜固定板,门泵固定板图纸标识出固定孔位置,且预先焊点焊螺母,减少现场攻丝工序加工。
扶手固定板、乘客门门泵固定板等宽度不大于立柱截面的固定板应采用塞焊(或直接在立柱外表面焊接)工艺,不得采用型钢割豁焊接钢板结构。
侧仓门撑杆固定座(板)、铰链固定板、锁止座固定板等截面大于立柱截面的外露固定板角部必须倒圆角;
相同功能的固定板尺寸及规格尽可能统一。
车型曲线尽量统一,曲线标注须由坐标点表示法转化为圆弧直线表示法。
下立柱、窗立柱弧线与前后立柱对应部分保持一致。
需进行封板处理的,必须在明细表中进行标识。
侧仓铰链固定座结构形式尽可能统一,固定座固定孔尺寸及相对位置须统一,并符合模具加工范围。
乘客门立柱、司机窗后立柱及凯越、凯驰左右侧前立柱等组合立柱,应保持同系列统一性,固定板及其他小件与立柱组焊位置应利于减小焊接变形。
对称单件应在图纸标题栏中表明,并在技术条件内注明与XX件对称,不得另出图纸。
系列化车型异形边窗弧线尽可能保持一致,以便于保持胎具及样板的统一。
立柱及斜支撑布置应与窗立柱及下立柱相对应,有利于减小焊接变形,提高腰梁直线度。
能够借用的单件应在图纸中表明借用图纸图号及名称,不另出图纸。
斜头型钢要按照斜头料标注方法规范标注,不出单件图,斜头型钢的布置应使斜头角度不小于25°
侧仓门下裙横梁与立柱相对位置在图纸上应有相应剖视,相同结构应标识为相同剖视面,且尺寸一致;
下裙横梁若与立柱连接面小于20,应增加加强型钢,防止支撑道轨车过程中发生变形。
窗立柱塞焊的扶手固定板、带穿线孔制件等其他易于混淆的制件,应在总成图纸中标识出板及孔的位置。
轮罩支撑应利于轮罩蒙皮的安装。
系列车型座椅槽钢位置保持一致。
公交车轮口地板角钢结构应利于防腐处理
顶盖骨架总成
5701000
骨架型钢及钣金制件选材应在公司内现有的材料中选取,并且符合《物资采购标准》。
如采用整体磷化,则各单件必须带出流酸孔情况具体分析),流酸孔直径为10mm,中心距单件两端10mm,开孔位置在车身的最下部。
非整车磷化车型,型钢开口处应按《底架开口型钢封闭方案》要求封闭。
后视镜固定板,门泵固定板采用预先焊点焊螺母工艺,减少现场攻丝工序。
车型曲线尽量统一,曲线标注须由坐标点表示法转化为弧度直线表示法。
天窗圆角半径及厚度应符合《标准自制件》所列冲压模具加工要求。
顶灯固定座及喇叭固定座尺寸及材料应符合《标准自制件》所列冲压模具加工要求。
风道角钢折边高度及长度应在折边机加工范围内,折边角度≥83°
(否则应转换为钝角),符合折边工艺标准。
空调固定板应带出螺栓孔,由制件车间制件后转后续工位低位作业;
槽钢结构应符合现有模具加工范围。
行李架固定座材料及长孔尺寸须符合模具加工范围,且板角为圆角。
顶横梁、弯梁及纵梁含穿线孔时,孔直径统一为Φ18,以便安装护帽。
同一平台车型槽钢截面尺寸必须统一,优先选用模具加工范围截面;
槽钢两端应绘制出流酸孔其位置
同一平台产品顶横梁弧线、总长度、总宽度、蒙皮搭接纵梁位置、两侧大纵梁型号及斜度等关键部位尽可能保持一致。
空调匹配通用化程度:
不同系列车型安装


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 图样 工艺 审查 标准
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 保育笔记.doc
保育笔记.doc
-
北京地区成人学士学位英语统一考试真题及答案.docx
-
幼儿园外出活动安全应急预案.doc
-
形容词变副词规律.doc
-
新概念英语第一册阶段测试题(01--12).doc
-
中班幼儿发展分析报告.doc
-
新概念英语第一册Lesson1-20测试题.doc
-
幼儿园安全教育宣传稿2-3月份.doc
-
描写山水风光的古诗词.doc
-
大学英语B题库阅读四.doc
 幼儿园日常安全检查记录表.xls
幼儿园日常安全检查记录表.xls
-
汽车涂装术语中英文对照.xls
-
1993年全国高考数学试题.doc
-
-简谐运动的图像.doc
-
幼儿园教职工安全培训记录.wps
-
世界主要国家及首都对照表(中英文).doc
-
-渗透作用原理说课稿.doc
-
电大远程网络教育大学英语B统考题库真题.doc
-
2010年江苏省高考化学试卷及解析.doc
-
2012年辽宁省高考数学试卷(文科)答案与解析.doc
-
2006年全国化学竞赛初赛模拟试卷(02).doc
-
幼儿园一日常规检查记录表.xls
-
自考英语二教材课文讲义unit.docx
-
全国高等教育自学考试英语词汇学试题及答案.doc
-
18年高考真题理科数学(全国2卷).doc
-
2008高中化学竞赛初赛模拟试卷(11).doc
-
2012年6月福建省高中生物会考试题.doc
-
1989年全国高考数学文科.doc
-
1994年全国高考数学试题.doc
-
2011年浙江普通高中学业水平考试通用技术试卷及答案.doc
-
1997年全国高中学生化学竞赛(初赛)试题.doc
-
2011年辽宁省高考数学试卷(理科)答案与解析.doc
-
仓库管理员全流程.docx
-
草莓组技术总结及种植规范初稿.docx
-
常熟理工学院.docx
-
IDC数据中心机房工程验收记录表.docx
-
KMPlayer使用技巧.docx
-
2171c982d2f34693daef5ef7ba0d4a7302766c96.docx
-
ABAQUS在冲压成形有限元模拟中的应用.docx
-
unit8全.docx
-
WAS70集群配置.docx
-
Xprjua用友财务软件U852版培训教程.docx
-
XX产业园区标准厂房施工建设项目可行性研究报告.docx
-
爱情一年纪念日的句子.docx
-
安徽省建设工程工程量清单计价规则.docx
-
安康中心城区国家卫生城市巩固提升行业达标示范点建设任务.docx
-
安全生产法相关法律知识试题及答案.docx
-
安全生产事故安案例分析模拟试题.docx
-
安全员培训答题.docx
-
八年级上册英语第五单元达标检测卷.docx
-
巴金春读书心得.docx
