 8接头焊接工艺卡要点.docx
8接头焊接工艺卡要点.docx
- 文档编号:17179882
- 上传时间:2023-04-24
- 格式:DOCX
- 页数:27
- 大小:280.21KB
8接头焊接工艺卡要点.docx
《8接头焊接工艺卡要点.docx》由会员分享,可在线阅读,更多相关《8接头焊接工艺卡要点.docx(27页珍藏版)》请在冰豆网上搜索。
8接头焊接工艺卡要点
单位工程:
山东齐鲁石化齐泰石油化工有限公司年产5000吨/年异佛尔酮腈装置达产检修项目分项工程:
工艺管道安装
管线(段)号
焊缝编号
焊接方法
GTAW
工艺评定编号
材质/规格
PQR-001
焊工资格
20#/60X4
GTAW-I-6G「-2/57-02
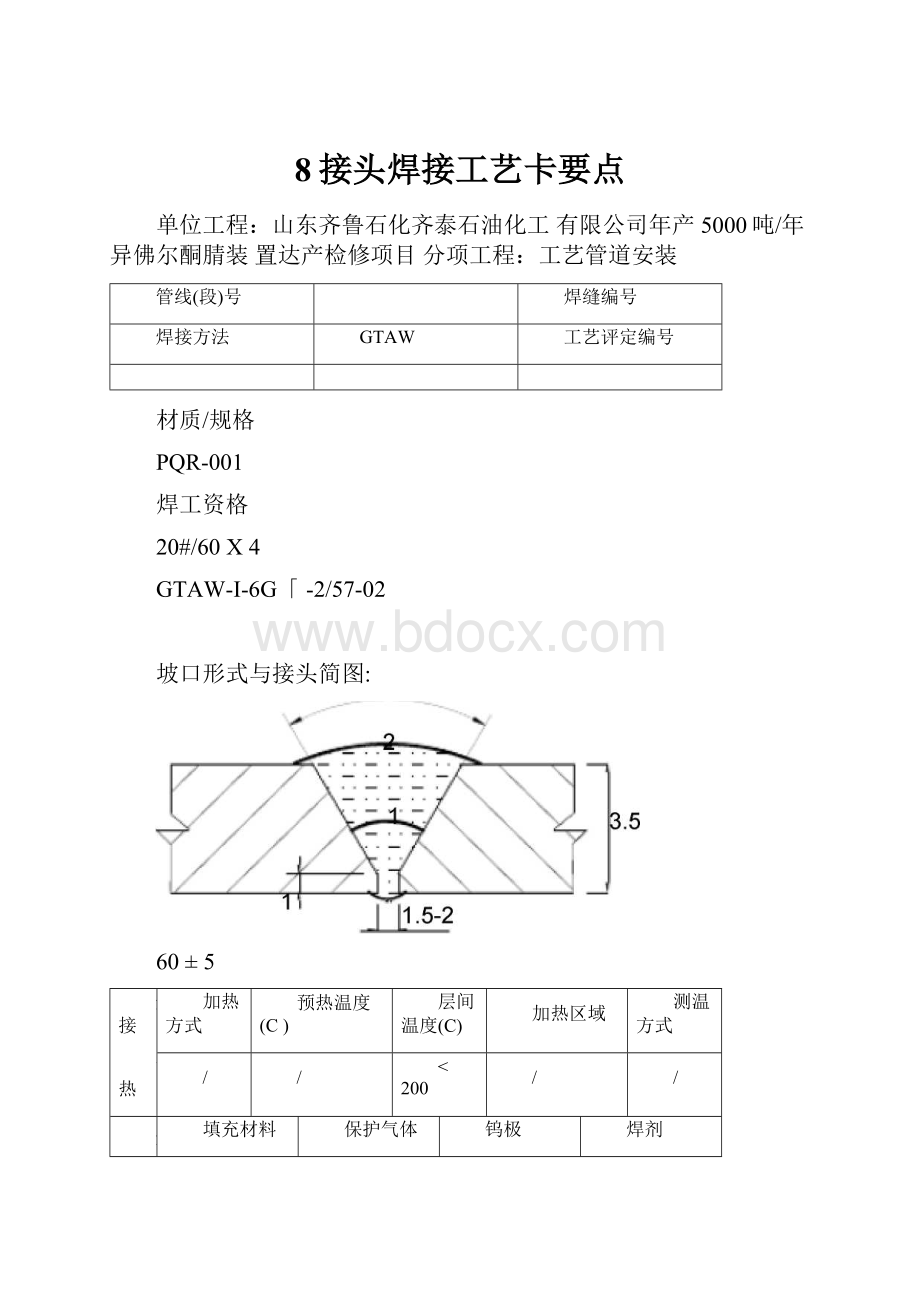
坡口形式与接头简图:
60±5
焊接
预热
加热方式
预热温度(C)
层间温度(C)
加热区域
测温方式
/
/
<200
/
/
焊接
材料
填充材料
保护气体
钨极
焊剂
牌号
规格
(mm)
气体
成分
纯度(%)
类型
规格(mm)
牌号
烘干温度
(C)
H08Mn2SiA
①2.5
Ar
99.9
铈乌极
①2.5
/
/
工艺参数
焊缝编号
焊接层次
焊接电流
电弧电
压(V)
焊接速度
(cm/min)
线能量
(kj/cm)
气体流量
(L/min)
极性
电流(A)
/
1/2
DC-正接
90-100
18-20
8-9
10.8-15.0
8~10
/
2/2
DC-正接
90-110
18-20
8-9
10.8-16.5
8~10
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
焊后热处理
加热方式
加热温度(c)
升降温速度(C/h)
恒温时间(h)
测温方式
/
/
/
/
/
其他要求:
注意防风,飞溅打磨
编制
年月日审批
坡口形式与接头简图:
焊接
预热
加热方式
预热温度(C)
层间温度(C)
加热区域
测温方式
/
/
<200
/
/
焊接
材料
填充材料
保护气体
钨极
焊剂
牌号
规格
(mm)
气体
成分
纯度(%)
类型
规格(mm)
牌号
烘干温度
(C)
J427/
H08Mn2SiA
①3.2/
①2.5
Ar
99.9
铈乌极
①2.5
/
/
工艺参数
焊缝编号
焊接层次
焊接电流
电弧
电压
(V)
焊接速度
(cm/min)
线能量
(kj/cm)
气体流量
(L/min)
极性
电流(A)
/
1/2
DC-正接
105
18-20
11
10.3-11.5
8~10
/
2/2
AC
90-110
20-25
5-6
18.0-33.0
/
/
/
/
/
/
/
/
/
焊后热处理
加热方式
加热温度(C)
升降温速度
(C/h)
恒温时间(h)
测温方式
/
/
/
/
/
其他要求:
注意防风,飞溅打磨
编制
年月日审批
SH/T3503-HJ07
接头焊接工艺卡
单位工程:
山东齐鲁石化齐泰石油化工有限公司年产5000吨/年异佛尔酮腈装置达产检修项目
分项工程:
工艺管道安装
管线(段)号
焊缝编号
材质/规格
20#/①139X6.3
焊接方法
GTAW+SMAW
工艺评定编号
PQR-002
焊工资格
GTAW-I-6G
-2/57-02
SMAW-I-6G(K)
-3/57-F3J
坡口形式与接头简图:
60±5
O
7
7/^
//
™1-"■
\\\\\\
」
5
0.5-1.0
H1.5-3
焊接
预热
加热方式
预热温度(C)
层间温度(C)
加热区域
测温方式
/
/
<200
/
/
焊接
材料
填充材料
保护气体
钨极
焊剂
牌号
规格
(mm)
气体
成分
纯度(%)
类型
规格(mm)
牌号
烘干温度
(C)
J427/
H08Mn2SiA
①3.2/
①2.5
Ar
99.9
铈乌极
①2.5
/
/
工艺参数
焊缝编号
焊接层次
焊接电流
电弧
电压
(V)
焊接速度
(cm/min)
线能量
(kj/cm)
气体流量
(L/min)
极性
电流(A)
/
1/3
DC-正接
105
18-20
11
10.3-11.5
8~10
/
2/3
AC
90-110
20-25
5-6
18.0-33.0
/
/
3/3
AC
90-110
20-25
5-6
18.0-33.0
/
/
/
/
/
/
/
/
/
焊后热处理
加热方式
加热温度(C)
升降温速度
(C/h)
恒温时间(h)
测温方式
/
/
/
/
/
其他要求:
注意防风,飞溅打磨
编制
年月日
审批
年月日
SH/T3503-HJ07
接头焊接工艺卡
单位工程:
山东齐鲁石化齐泰石油化工有限公司年产5000吨/年异佛尔酮腈装置达产检修项目
分项工程:
工艺管道安装
管线(段)号
焊缝编号
材质/规格
20#/①168X7.1
焊接方法
GTAW+SMAW
工艺评定编号
PQR-002
焊工资格
GTAW-I-6G
-2/57-02
SMAW-I-6G(K)
-3/57-F3J
坡口形式与接头简图:
60±5
O
7
7/^
//
™J"■
\\\\\\
」
5
0.5-1.0
H1.5-3
焊接
预热
加热方式
预热温度(C)
层间温度(C)
加热区域
测温方式
/
/
<200
/
/
焊接
材料
填充材料
保护气体
钨极
焊剂
牌号
规格
(mm)
气体
成分
纯度(%)
类型
规格(mm)
牌号
烘干温度
(C)
J427/
H08Mn2SiA
①3.2/
①2.5
Ar
99.9
铈乌极
①2.5
/
/
工艺参数
焊缝编号
焊接层次
焊接电流
电弧
电压
(V)
焊接速度
(cm/min)
线能量
(kj/cm)
气体流量
(L/min)
极性
电流(A)
/
1/3
DC-正接
105
18-20
11
10.3-11.5
8~10
/
2/3
AC
90-110
20-25
5-6
18.0-33.0
/
/
3/3
AC
90-110
20-25
5-6
18.0-33.0
/
/
/
/
/
/
/
/
/
焊后热处理
加热方式
加热温度(C)
升降温速度
(C/h)
恒温时间(h)
测温方式
/
/
/
/
/
其他要求:
注意防风,飞溅打磨
编制
年月日
审批
年月日
SH/T3503-HJ07
接头焊接工艺卡
单位工程:
山东齐鲁石化齐泰石油化工有限公司年产5000吨/年异佛尔酮腈装置达产检修项目
分项工程:
工艺管道安装
管线(段)号
焊缝编号
材质/规格
20#/①219X7.1
焊接方法
GTAW+SMAW
工艺评定编号
PQR-002
焊工资格
GTAW-I-6G
-2/57-02
SMAW-I-6G(K)
-3/57-F3J
坡口形式与接头简图:
60±5
O
7
7/^
//
™J"■
\\\\\\
」
5
0.5-1.0
H1.5-3
焊接
预热
加热方式
预热温度(C)
层间温度(C)
加热区域
测温方式
/
/
<200
/
/
焊接
材料
填充材料
保护气体
钨极
焊剂
牌号
规格
(mm)
气体
成分
纯度(%)
类型
规格(mm)
牌号
烘干温度
(C)
J427/
H08Mn2SiA
①3.2/
①2.5
Ar
99.9
铈乌极
①2.5
/
/
工艺参数
焊缝编号
焊接层次
焊接电流
电弧
电压
(V)
焊接速度
(cm/min)
线能量
(kj/cm)
气体流量
(L/min)
极性
电流(A)
/
1/3
DC-正接
105
18-20
11
10.3-11.5
8~10
/
2/3
AC
90-110
20-25
5-6
18.0-33.0
/
/
3/3
AC
90-110
20-25
5-6
18.0-33.0
/
/
/
/
/
/
/
/
/
焊后热处理
加热方式
加热温度(C)
升降温速度
(C/h)
恒温时间(h)
测温方式
/
/
/
/
/
其他要求:
注意防风,飞溅打磨
编制
年月日
审批
年月日
坡口形式与接头简图:
60±5
焊接
预热
加热方式
预热温度(C)
层间温度(C)
加热区域
测温方式
/
/
<200
/
/
焊接
材料
填充材料
保护气体
钨极
焊剂
牌号
规格
(mm)
气体
成分
纯度(%)
类型
规格(mm)
牌号
烘干温度
(C)
ER304
①2.5
Ar
99.9
铈乌极
①2.5
/
/
工艺参数
焊缝编号
焊接层次
焊接电流
电弧
电压
(V)
焊接速度
(cm/min)
线能量
(kj/cm)
气体流量
(L/min)
极性
电流(A)
/
1/2
DC-正接
90-100
18-21
11-13
7.8-11.2
7.8-11.2
/
2/2
DC-正接
90-100
18-21
11-13
7.8-11.2
7.8-11.2
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
焊后热处理
加热方式
加热温度(C)
升降温速度
(C/h)
恒温时间(h)
测温方式
/
/
/
/
/
其他要求:
注意防风,飞溅打磨
审批
编制
坡口形式与接头简图:
60±5
焊接
预热
加热方式
预热温度(C)
层间温度(C)
加热区域
测温方式
/
/
<200
/
/
焊接
材料
填充材料
保护气体
钨极
焊剂
牌号
规格
(mm)
气体
成分
纯度(%)
类型
规格(mm)
牌号
烘干温度
(C)
ER308L
①2.5
Ar
99.9
铈乌极
①2.5
/
/
工艺参数
焊缝编号
焊接层次
焊接电流
电弧
电压
(V)
焊接速度
(cm/min)
线能量
(kj/cm)
气体流量
(L/min)
极性
电流(A)
/
1/2
DC-正接
90-100
18-21
11-13
7.8-11.2
7.8-11.2
/
2/2
DC-正接
90-100
18-21
11-13
7.8-11.2
7.8-11.2
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
焊后热处理
加热方式
加热温度(C)
升降温速度
(C/h)
恒温时间(h)
测温方式
/
/
/
/
/
其他要求:
注意防风,飞溅打磨
审批
编制
坡口形式与接头简图:
60±5
焊接
预热
加热方式
预热温度(C)
层间温度(C)
加热区域
测温方式
/
/
<200
/
/
焊接
材料
填充材料
保护气体
钨极
焊剂
牌号
规格
(mm)
气体
成分
纯度(%)
类型
规格(mm)
牌号
烘干温度
(C)
ER304
①2.5
Ar
99.9
铈乌极
①2.5
/
/
工艺参数
焊缝编号
焊接层次
焊接电流
电弧
电压
(V)
焊接速度
(cm/min)
线能量
(kj/cm)
气体流量
(L/min)
极性
电流(A)
/
1/2
DC-正接
90-100
18-21
11-13
7.8-11.2
7.8-11.2
/
2/2
DC-正接
90-100
18-21
11-13
7.8-11.2
7.8-11.2
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
焊后热处理
加热方式
加热温度(C)
升降温速度
(C/h)
恒温时间(h)
测温方式
/
/
/
/
/
其他要求:
注意防风,飞溅打磨
审批
编制
坡口形式与接头简图:
60±5
焊接
预热
加热方式
预热温度(C)
层间温度(C)
加热区域
测温方式
/
/
<200
/
/
焊接
材料
填充材料
保护气体
钨极
焊剂
牌号
规格
(mm)
气体
成分
纯度(%)
类型
规格(mm)
牌号
烘干温度
(C)
ER308L/ER308L-16
①2.5/
①3.2
Ar
99.9
铈乌
极
①2.5
/
/
工
艺
参数
焊缝编号
焊接
层次
焊接电流
电弧
电压
(V)
焊接速度
(cm/min)
线能量
(kj/cm)
气体流量
(L/min)
极性
电流(A)
/
1/2
DC-正接
90-100
18-20
11-13
7.5-10.9
7.8-11.2
/
2/2
AC
90-110
22-25
11-13
9.1-15.0
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
焊后
热处理
加热方式
加热温度(C)
升降温速度
(C/h)
恒温时间(h)
测温方式
/
/
/
/
/
其他要求:
注意防风,飞溅打磨
编制
年月日
审批
年月日
坡口形式与接头简图:
焊接
预热
加热方式
预热温度(C)
层间温度(C)
加热区域
测温方式
/
/
<200
/
/
焊接
材料
填充材料
保护气体
钨极
焊剂
牌号
规格
(mm)
气体
成分
纯度(%)
类型
规格(mm)
牌号
烘干温度
(C)
ER308/ER308-16
①2.5/
①3.2
Ar
99.9
铈乌
极
①2.5
/
/
工
艺
参数
焊缝编号
焊接
层次
焊接电流
电弧
电压
(V)
焊接速度
(cm/min)
线能量
(kj/cm)
气体流量
(L/min)
极性
电流(A)
/
1/2
DC-正接
90-100
18-20
11-13
7.5-10.9
7.8-11.2
/
2/2
AC
90-110
22-25
11-13
9.1-15.0
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
焊后
热处理
加热方式
加热温度(C)
升降温速度
(C/h)
恒温时间(h)
测温方式
/
/
/
/
/
其他要求:
注意防风,飞溅打磨
编制
年月日
审批
年月日
坡口形式与接头简图:
焊接
预热
加热方式
预热温度(C)
层间温度(C)
加热区域
测温方式
/
/
<200
/
/
焊接
材料
填充材料
保护气体
钨极
焊剂
牌号
规格
(mm)
气体
成分
纯度(%)
类型
规格(mm)
牌号
烘干温度
(C)
ER308/ER308-16
①2.5/
①3.2
Ar
99.9
铈乌
极
①2.5
/
/
工
艺
参数
焊缝编号
焊接
层次
焊接电流
电弧
电压
(V)
焊接速度
(cm/min)
线能量
(kj/cm)
气体流量
(L/min)
极性
电流(A)
/
1/2
DC-正接
90-100
18-20
11-13
7.5-10.9
7.8-11.2
/
2/2
AC
90-110
22-25
11-13
9.1-15.0
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
焊后
热处理
加热方式
加热温度(C)
升降温速度
(C/h)
恒温时间(h)
测温方式
/
/
/
/
/
其他要求:
注意防风,飞溅打磨
编制
年月日
审批
年月日
坡口形式与接头简图:
焊接
预热
加热方式
预热温度(C)
层间温度(C)
加热区域
测温方式
/
/
<200
/
/
焊接
材料
填充材料
保护气体
钨极
焊剂
牌号
规格
(mm)
气体
成分
纯度(%)
类型
规格(mm)
牌号
烘干温度
(c)
ER308/ER308-16
①2.5/
①3.2
Ar
99.9
铈乌
极
①2.5
/
/
工
艺
参数
焊缝编号
焊接
层次
焊接电流
电弧
电压
(V)
焊接速度
(cm/min)
线能量
(kj/cm)
气体流量
(L/min)
极性
电流(A)
/
1/2
DC-正接
90-100
18-20
11-13
7.5-10.9
7.8-11.2
/
2/2
AC
90-110
22-25
11-13
9.1-15.0
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
焊后
热处理
加热方式
加热温度(C)
升降温速度
(c/h)
恒温时间(h)
测温方式
/
/
/
/
/
其他要求:
注意防风,飞溅打磨
审批
编制
坡口形式与接头简图:
焊接
预热
加热方式
预热温度(C)
层间温度(C)
加热区域
测温方式
/
/
<200
/
/
焊接
材料
填充材料
保护气体
钨极
焊剂
牌号
规格
(mm)
气体
成分
纯度(%)
类型
规格(mm)
牌号
烘干温度
(C)
ER31L/ER316L-16
①2.5/
①3.2
Ar
99.9
铈乌
极
①2.5
/
/
工
艺
参数
焊缝编号
焊接
层次
焊接电流
电弧
电压
(V)
焊接速度
(cm/min)
线能量
(kj/cm)
气体流量
(L/min)
极性
电流(A)
/
1/2
DC-正接
90-100
18-21
11-13
7.5-11.5
7.8-11.2
/
2/2
AC
100-110
20-23
11-13
9.2-13.8
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
焊后
热处理
加热方式
加热温度(C)
升降温速度
(C/h)
恒温时间(h)
测温方式
/
/
/
/
/
其他要求:
注意防风,飞溅打磨
编制
年月日
审批
年月日
坡口形式与接头简图:
焊接
预热
加热方式
预热温度(C)
层间温度(C)
加热区域
测温方式
/
/
<200
/
/
焊接
材料
填充材料
保护气体
钨极
焊剂
牌号
规格
(mm)
气体
成分
纯度(%)
类型
规格(mm)
牌号
烘干温度
(c)
ER31L/ER316L-16
①2.5/
①3.2
Ar
99.9
铈乌极
①2.5
/
/
工艺参数
焊缝编号
焊接层次
焊接电流
电弧
电压
(V)
焊接速度
(cm/min)
线能量
(kj/cm)
气体流量
(L/min)
极性
电流(A)
/
1/2
DC-正接
90-100
18-21
11-13
7.5-11.5
7.8-11.2
/
2/2
AC
100-110
20-23
11-13
9.2-13.8
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
焊后热处理
加热方式
加热温度(c)
升降温速度(C/h)
恒温时间(h)
测温方式
/
/
/
/
/
其他要求:
注意防风,飞溅打磨
审批
坡口形式与接头简图:
焊接
预热
加热方式
预热温度(C)
层间温度(C)
加热区域
测温方式
/
/
<200
/
/
焊接
材料
填充材料
保护气体
钨极
焊剂
牌号
规格
(mm)
气体
成分
纯度(%)
类型
规格(mm)
牌号
烘干温度
(c)
ER31L/ER316L-16
①2.5/
①3.2
Ar
99.9
铈乌极
①2.5
/
/
工艺参数
焊缝编号
焊接层次
焊接电流
电弧
电压
(V)
焊接速度
(cm/min)
线能量
(kj/cm)
气体流量
(L/min)
极性
电流(A)
/
1/3
DC-正接
90-100
18-21
11-13
7.5-11.5
7.8-11.2
/
2/3
AC
100-110
20-23


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 接头 焊接 工艺 要点
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《地质测量图绘制细则》.docx
《地质测量图绘制细则》.docx
-
《大学生健康教育教程》考试题库500题DR含答案.docx
-
《黄鹤楼送孟浩然之广陵》字词注释.docx
-
《葱爆羊肉》概要.docx
-
《面向对象程序设计》C++综合练习学生版.docx
-
《化学反应工程》课程综合复习资料.docx
-
《社会心理》网上形考参考答案.docx
-
《轮扣式支架》模板施工方案.docx
-
《团委新成员大会主持稿1》.docx
-
《三峡学典》思品七上.docx
-
《有效备课上课听课评课》读书笔记.docx
-
《土地的誓言》导学案.docx
-
1汽车维修专业人才需求调研报告.docx
-
《应用文写作》教学设计.docx
-
1级三相费控智能电能表技术规范.docx
-
17#楼机房层模板施工方案.docx
-
《稻草人》精彩读书笔记精选多篇doc.docx
-
《机械制造工艺与装备》复习资料.docx
-
《木兰从军》教案.docx
-
《神奇的毛细现象》.docx
-
《围城》读书心得精选范文1000字5篇.docx
-
《幼儿园是我家》大班教案.docx
-
1资产负债表变动情况的分析评价.docx
-
5s活动总结报告5s总结报告2篇.docx
-
《当代学生》初中文言文阅读训练篇.docx
-
《机械制造工艺学》电子教案.docx
-
《民事案件案由规定》物权纠纷案由的理解与适用.docx
-
《社会学研究方法学习心得5篇范文》.docx
-
《外商投资企业联合年检报告书》填写要求和指标说明.docx
-
《幼儿园课程论》形成性考核册答案27497.docx
-
1在直接影响物价水平的诸多因素当中.docx
-
10套普通话练习材料.docx
-
网上订餐系统研究设计方案.docx
-
四年级上数学期中试题综合考练17人教新课标附答案.docx
-
拖拉机和联合收割机驾驶证管理规定.docx
-
中级口译答案.docx
-
职业健康安全管理体系合规性评价表201X最新版.docx
-
四年级下数学第一单元四则运算教案表格式.docx
-
中考二次函数真题.docx
-
四下补充.docx
-
外研版小学六年级英语上册导学案.docx
-
苏教八下《白杨礼赞》教学设计说课稿6篇.docx
-
质量室管理制度.docx
-
完整word版人教版一年级起点四年级下.docx
-
苏教版六年级数学上册第九单元教案.docx
-
中班识字内容档 2.docx
-
苏教版生物七年级下《自我评价》与《思维拓展》.docx
-
知识学习Unit 8 How was your school trip 学案.docx
-
托福阅读经典加试绝对经典.docx
-
外来施工队安全管理制度12篇.docx
-
制粉系统调试方案内容.docx
![机动车检测人员试题库[含答案].doc](/Images/s.gif)