 厢车涂装作业指导书.docx
厢车涂装作业指导书.docx
- 文档编号:23747201
- 上传时间:2023-05-20
- 格式:DOCX
- 页数:27
- 大小:29.23KB
厢车涂装作业指导书.docx
《厢车涂装作业指导书.docx》由会员分享,可在线阅读,更多相关《厢车涂装作业指导书.docx(27页珍藏版)》请在冰豆网上搜索。
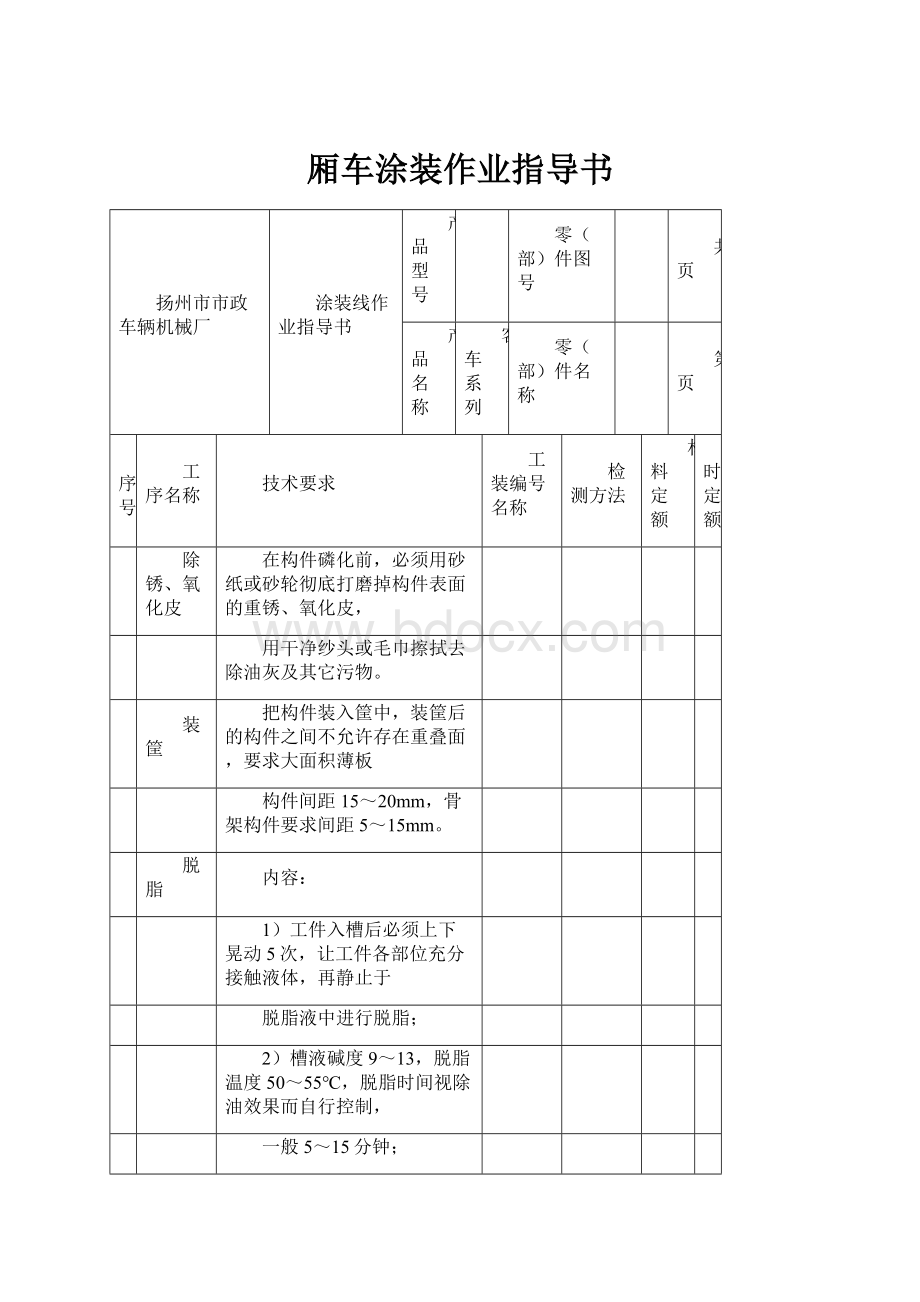
厢车涂装作业指导书
扬州市市政车辆机械厂
涂装线作业指导书
产品型号
零(部)件图号
共页
产品名称
客车系列
零(部)件名称
第页
工序号
工序名称
技术要求
工装编号名称
检测方法
材料定额
工时定额
一
除锈、氧化皮
在构件磷化前,必须用砂纸或砂轮彻底打磨掉构件表面的重锈、氧化皮,
用干净纱头或毛巾擦拭去除油灰及其它污物。
二
装筐
把构件装入筐中,装筐后的构件之间不允许存在重叠面,要求大面积薄板
构件间距15~20mm,骨架构件要求间距5~15mm。
三
脱脂
内容:
1)工件入槽后必须上下晃动5次,让工件各部位充分接触液体,再静止于
脱脂液中进行脱脂;
2)槽液碱度9~13,脱脂温度50~55℃,脱脂时间视除油效果而自行控制,
一般5~15分钟;
3)脱脂完毕后,缓慢提起吊框,在脱脂槽上方稍作短暂停留,滴去脱脂液,
停留时间不得超过30秒,以防脱脂面自干封闭润湿面;
4)脱脂后的构件表面应能被水完全润湿,呈现均匀的水膜,说明脱脂完全;
5)脱脂后的构件,不允许用裸手及任何污物与之接触;
6)在生产过程中,必须不断勺掉液面油珠;
7)在出槽构件带有明显油灰时须清槽,当脱脂效果差时可适当补加脱脂剂,
一般2~3个月换槽一次。
四
水洗
内容:
1)工件入槽后必须上下晃动5次,让工件各部位充分接触液体,然后静止
于液体中进行漂洗;
1)
2)水洗时间1~2分钟;
3)水洗完毕后缓慢提起吊框,在水洗槽上方稍作短暂停留,滴去水分;
4)清洗后水应均匀地附着于构件表面上,不应呈水滴状;
5)水洗槽宜不断溢流保持PH≥5且用手触摸有明显油污时宜换槽,一般3
天左右必须换槽一次。
五
酸洗
内容:
1)工件入槽后必须上下晃动5次,让工件各部位充分接触液体以加速锈
蚀脱落;
2)酸洗时间控制在5~10分钟左右,具体时间以除尽锈蚀为前提自行调节;
3)酸洗完毕后,缓慢提起吊框,在酸洗槽上方稍作短暂停留,滴去酸洗液,
但停留时间不得超过20秒,以防酸洗活化表面与空气接触泛黄;
更改标记
依据
标记
签名
日期
依据
标记
签名
日期
制定
校对
审核
批准
扬州市市政车辆机械厂
涂装线作业指导书
产品型号
零(部)件图号
共页
产品名称
客车系列
零(部)件名称
第页
工序号
工序名称
技术要求
工装编号名称
检测方法
材料定额
工时定额
4)按实际除锈效果适当在生产过程中补加酸洗液;
5)酸洗后的构件应色泽均匀,水应均匀地附着于构件表面上;
6)如果槽液脏污,每次酸洗后构件表面带有污渣时必须清槽;
7)按槽液实际使用情况一般3个月左右换槽一次。
六
中和
内容:
1)工件入槽后必须上下晃动3~5次,让工件各部位充分接触液体,然后
静止于液体中进行漂洗;
2)须保证槽液PH≥7,否则需补加NaOH
3)水洗时间控制在0.5~1分钟左右,以出构件不泛黄为宜;
4)水洗完毕后,缓慢提起吊框,在水洗槽上方稍作短暂停留,滴去水洗液,
但停留时间不得超过30秒,以防构件表面泛黄;
5)清洗后水应均匀地附着于构件表面上,不应呈水滴状;
6)当槽中有污物附在构件表面上时应及时清理槽中污物,并要求按实际情
况更换槽液。
七
表调
内容:
1)工件入槽后必须上下晃动5次,让工件各部位充分接触液体,然后静止
于液体中进行表面调整;
2)每一周换一次槽液,每次换槽时配药16~20公斤;
3)每天根据磷化效果补加表调剂5公斤左右,且宜分开多次补加,如上、
下午各补加2~3公斤左右;
4)配加药品时必须注意:
a加药时必须缓缓成线状均匀加入,以防止药品成块状不溶物而浪费或失
2)
效;
b加药时必须打开搅拌泵,以保证药剂能充分扩散并溶解均匀;
5)工件在表调槽中停留时间为2~4分钟,以出槽构件不泛黄为宜;
6)控制槽液保持PH≥8.5;
7)表调完毕后,缓慢提起吊框,在表调槽上方稍作短暂停留,滴去表调液,
停留时间不得超过30秒,以防构件表面泛黄。
更改标记
依据
标记
签名
日期
依据
标记
签名
日期
制定
校对
审核
批准
扬州市市政车辆机械厂
涂装线作业指导书
产品型号
零(部)件图号
共页
产品名称
客车系列
零(部)件名称
第页
工序号
工序名称
技术要求
工装编号名称
检测方法
材料定额
工时定额
八
磷化
内容:
1)工件入槽后必须上下晃动5次,让工件各部位充分接触液体,然后静止
于槽液中进行浸磷;
2)磷化参数控制及检测(以下参数每天至少需检测3~4次):
a、总酸度:
26~32
b、游离酸度:
1.4~2.0
c、酸比:
16~20
d、促进剂:
6.0~8.0
说明:
当游离酸≥1.7时,促进剂控制在7.0~8.0,当游离酸<1.7时,促进剂控制
在6.0~7.0。
3)槽液工作温度40~45℃,工作时间3~7分钟;
4)磷化完毕后缓慢提起吊框,在磷化槽上方稍作短暂停留滴去表调液;
5)每半个月左右清槽一次。
九
第一次水洗
:
1)工件入槽后必须上下晃动5次,让工件各部位充分接触液体,然后静止
于水洗槽中进行漂洗;水洗时间0.5~1分钟;
2)当槽液PH<5时,必须换槽,注意不断溢流并定期清理槽中污物。
十
第二次水洗
内容:
1)工件入槽后必须上下晃动5次,让工件各部位充分接触液体,然后静止
于水洗槽中进行漂洗;水洗时间0.5~1分钟;
2)当槽液PH<5时,必须换槽,注意不断补充新水并定期清理槽中污物。
十一
烫干
内容:
1)当烫干槽PH≤6时,必须换槽;
2)当烫干槽中含浮锈量较大,致使出槽构件带有浮锈时必须换槽;
3)烫干温度85~90℃,烫干时间1-2分钟。
质检:
磷化后构件表面完全干燥无残留水分;
磷化膜结晶致密、连续、均匀、呈浅灰色至深灰色;
磷化膜表面不允许有严重挂灰、锈蚀及无磷化膜现象,膜重7.5g/m2。
十二
喷底漆
内容
更改标记
依据
标记
签名
日期
依据
标记
签名
日期
制定
校对
审核
批准
扬州市市政车辆机械厂
涂装线作业指导书
产品型号
零(部)件图号
共页
产品名称
客车系列
零(部)件名称
第页
工序号
工序名称
技术要求
工装编号名称
检测方法
材料定额
工时定额
内容:
将车身外表面,以及裙边止口部和车身内部裸露(无其它内饰件遮盖)部
位,
全部喷涂双组份底漆。
技术要求:
1)对于普通铁蒙皮车身,整车喷涂双组份环氧底漆;
喷漆室
2)对于使用玻璃钢、镀锌板和铝材的车身,整车喷涂双组份环氧锌磷底漆;
喷枪
3)双组份底漆调配时主剂与固化剂的比例必须严格按厂家规定比例调配;
比例尺
4)底漆用配套稀料进行稀释,粘度为17~22S;
气源
5)调配好后,先充分搅拌均匀,再静置熟化15~20分钟;
涂-4粘度计
仪器测
6)喷涂前,油漆要用120-200目的滤网进行过滤;喷涂时喷枪为嘴物面距
滤网
离200-250mm左右,工作气压为:
0.3~0.4Mpa
7)喷涂时采用湿碰湿法喷涂2~3遍;
8)干膜厚度必须≥25μm
测厚仪
9)
十三
干燥
环氧快干底漆:
烘房
1)60-70℃/35分钟
2)70℃/45分钟
3)80℃/35分钟
重点强调:
两种环氧底漆均无法在自然条件下彻底反
更改标记
依据
标记
签名
日期
依据
标记
签名
日期
制定
校对
审核
批准
扬州市市政车辆机械厂
涂装线作业指导书
产品型号
零(部)件图号
共页
产品名称
客车系列
零(部)件名称
第页
工序号
工序名称
技术要求
工装编号名称
检测方法
材料定额
工时定额
十四
车厢总成前处
内容:
理
1)在焊装下线前,先用2~3#铁砂布或钢丝刷将焊缝及,其边缘处的锈迹,
铁砂布
目测
氧化皮打磨干净;
2)用漆刷醮汽油或稀料清洗焊缝及其边缘的油污和灰,2)用漆刷醮汽油或
钢丝刷
稀料清洗焊缝及其边缘的油污和灰
棉纱
技术要求:
油污和灰尘要求车身焊缝及其边缘清洁、无锈迹
十五
挤胶
内容:
1)挤胶位置:
车厢组合后,对车厢门坎、尾灯、车厢左右两侧、轮罩、
车厢底板与车身连接部位、车身内后围处的焊缝,挤自干密封胶。
2)挤胶前处理:
用刷子、铲刀清理干净缝隙处的灰尘、焊接飞溅等污物。
3)挤胶:
枪嘴大小φ1mm圆型枪嘴;挤胶泵气压0.3~0.6MPa,胶压10~
25MPa,挤胶枪速:
0.2~0.4/s,挤胶直径5~10mm。
4)刷胶:
用修胶块刷涂密封胶,胶宽10~15mm,胶厚1~1.5mm。
5)挤胶质量:
要求无堆积、缝隙、漏涂、虚涂、残胶,厚度、宽度均匀。
6)干燥:
自然晾干24小时以上。
十六
刮焊缝腻子
普通铁蒙皮接头焊缝
内容:
将车身铁蒙皮外表面接头焊缝用专用焊缝腻子进行填刮。
技术要求:
1)焊缝腻子按主剂与固化剂重量比100:
1.5~2.5比例调配,并充分搅拌
均匀;
2)要将腻子填满焊缝并刮实;
3)厚度以填平为准,不得涂刮过厚。
玻璃钢与铁蒙皮接头缝
1)先用专用焊缝腻子将接头缝旁边的铆钉孔填刮平整;
2)再将玻璃钢与铁蒙皮接头缝处用纤维腻子进行填刮。
技术要求:
1)铆钉孔要用腻子填实,不允许有孔洞;
3)
2)用纤维腻子填刮玻璃钢与铁蒙皮接头缝时必须要用刮刀刮实并收刮平整;
刮刀
3)纤维腻子按主剂与固化剂重量比100:
1.5~2.5比例调配,并充分搅拌
均匀。
三
干燥
常温自干
四
整车除锈
内容:
更改标记
依据
标记
签名
日期
依据
标记
签名
日期
制定
校对
审核
批准
扬州市市政车辆机械厂
涂装线作业指导书
产品型号
零(部)件图号
共页
产品名称
客车系列
零(部)件名称
第页
工序号
工序名称
技术要求
工装编号名称
检测方法
材料定额
工时定额
用2~3#铁砂布或钢丝刷将车身外表面锈迹和氧化皮打磨干净。
钢丝刷
技术要求:
要求车身外表面无锈迹和氧化皮。
目测
五
整车除油
内容:
1)用棉纱醮汽油或稀料擦洗整车外表面,并立即用干净的棉纱擦拭干净;
棉纱
2)再用专用除油剂将整车外表面擦洗一遍,并立即用干净的棉纱擦拭干净;
3)自然干燥或用压缩空气吹干。
气源
技术要求:
1)车身使用铝材的,必须先用丝刮布进行打磨,要边打磨边用水冲洗,待
目测
其干躁后,再进行除油;
2)要求整车清洁,无锈迹、油污和灰尘。
十七
喷涂底漆
内容:
将车身外表面,以及裙边止口部和车身内部裸露(无其它内饰件遮盖)部位,
全部喷涂双组份底漆。
技术要求:
1)对于普通铁蒙皮车身,整车喷涂双组份环氧底漆;
喷漆室
2)对于使用玻璃钢、镀锌板和铝材的车身,整车喷涂双组份环氧锌磷底漆;
喷枪
3)双组份底漆调配时主剂与固化剂的比例必须严格按厂家规定比例调配;
比例尺
4)底漆用配套稀料进行稀释,粘度为17~22S;
气源
5)调配好后,先充分搅拌均匀,再静置熟化15~20分钟;
涂-4粘度计
仪器测
6)喷涂前,油漆要用120-200目的滤网进行过滤;喷涂时喷枪为嘴物面距
滤网
离200-250mm左右,工作气压为:
0.3~0.4Mpa
7)喷涂时采用湿碰湿法喷涂2~3遍;
8)干膜厚度必须≥25μm
测厚仪
更改标记
依据
标记
签名
日期
依据
标记
签名
日期
制定
校对
审核
批准
扬州市市政车辆机械厂
涂装线作业指导书
产品型号
零(部)件图号
共页
产品名称
客车系列
零(部)件名称
第页
工序号
工序名称
技术要求
工装编号名称
检测方法
材料定额
工时定额
干燥
环氧快干底漆:
烘房
1)60-70℃/35分钟
2)70℃/45分钟
3)80℃/35分钟
重点强调:
两种环氧底漆均无法在自然条件下彻底反
十八
再次刮焊缝
内容:
焊缝腻子
将车身外表面接头焊缝再次用专用焊缝腻子进行填刮
技术要求:
1)焊缝腻子按主剂与固化剂重量比100:
1.5~2.5比例调配,并充分搅拌均
刮刀
均。
刮片
2)要将腻子填满焊缝并刮实;
3)厚度以填平为准,不得涂刮过厚
干燥
常温自干
十九
刮头道腻子
内容:
1)按比例调配好原子灰;
2)将车身外表面所有的凹凸不平处及内侧裸露(无其它内饰件遮盖)部位
腻刀
先用刮片填刮原子灰,对外表面大面积平面部位,需再用大型长刮具收刮平
刮片
整。
长刮具
3)驾驶员门框、行李仓门里等部位用小型橡皮刮片收刮平整、圆滑;
橡皮刮片
技术要求:
1)原子灰主剂与固化剂重量比为100:
1.5-2.5,原则上是用多少调多少,
调配好的原子灰要求常温下15分钟内用完。
(以下原子灰的调配技术要求等
同)
2)车身左右两侧大面积的平面部位,必须用大型刮具进行收刮,长刮具的
更改标记
依据
标记
签名
日期
依据
标记
签名
日期
制定
校对
审核
批准
扬州市市政车辆机械厂
涂装线作业指导书
产品型号
零(部)件图号
共页
产品名称
客车系列
零(部)件名称
第页
工序号
工序名称
技术要求
工装编号名称
检测方法
材料定额
工时定额
长度为1.0-1.8米;
烘房
3)刮好后,要求车身外表面平整、棱角分明、棱线要直,无多余腻渣。
找刮腻子
内容:
1)待腻子表干后,用腻刀铲去腻渣及腻层表面的毛刺;
2)按比例调配好原子灰
刮刀
3)将车身外表面所有凹凸不平处及内侧裸露(无其它内饰件遮盖)部位先
刮片
用刮片填刮原子灰,对外表面大面积平面部位,需再用大型长刮具收刮平整。
长刮具
4)根据车身表面平整度而定,如不平,可再刮第三遍,直至平整。
橡皮刮片
技术要求:
1)车身左右两侧大面积的平面部位,必须用大型刮具进行收刮,长刮具的
长度为1.0-1.8米;
2)刮好后,要求车身外表面平整、棱角分明、棱线要直,无多余腻渣。
干燥
常温自干或60-70℃烘烤30-35分钟。
烘房
二十
打磨
内容:
1)先用腻刀铲去腻渣及腻层表面的毛刺;
刮刀
2)用2-3#铁砂布对车身腻子进行粗打磨;
打磨房
3)再用气动打磨机装60-80#砂纸进行打磨。
铁砂布
技术要求:
1)腻子必须干透后才能打磨;
气动打磨机
2)用铁砂布打磨车身平面部分时,必须衬木垫板;
木垫板
3)手握气动打磨机必须要牢,气动打磨机的圆盘要紧贴车身表面,移动要
平稳。
4)打磨后要求整车平整、光滑,棱角及棱线分明.
十四
刮收光腻子
内容:
更改标记
依据
标记
签名
日期
依据
标记
签名
日期
制定
校对
审核
批准
扬州市市政车辆机械厂
涂装线作业指导书
产品型号
零(部)件图号
共页
产品名称
客车系列
零(部)件名称
第页
工序号
工序名称
技术要求
工装编号名称
检测方法
材料定额
工时定额
1)用压缩空气配合除尘布清除车身腻层表面的灰尘;
烘房
2)按比例调配好原子灰;
3)将车身外表面刮原子灰处再薄薄的刮一层原子灰。
技术要求:
1)刮原子灰前,灰尘一定要清理干净;
气源
2)刮涂的原子灰一定要薄,并要将前道原子灰的毛孔、砂纸痕及边角缺角
刮刀
目测
等缺陷弥补好;
刮片


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 厢车涂 装作 指导书
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《公务员财产申报制度》.docx
《公务员财产申报制度》.docx
-
《儿童口腔病学》汇总题库集.docx
-
《建筑施工组织与管理》教案教学内容.docx
-
《班委选举细则》.docx
-
《光伏组件监造技术标准》.docx
-
《年终表彰大会讲话稿 表彰大会致辞稿》.docx
-
《听颖师弹琴》《李凭箜篌引》分别鉴赏及对比鉴赏加练习人教版高一选修.docx
-
《鹬》分镜头脚本.docx
-
5套打包宜昌市小学四年级语文上期中考试单元测试题及答案.docx
-
16开纸田字格word字帖模板.docx
-
315食品安全活动策划书.docx
-
CFG桩基础施工方案详解.docx
-
08人机工程学中英文资料外文翻译文献.docx
-
《读古典名著口百味人生》获奖精品省优获奖教案 部编版语文精品.docx
-
《功课很重要》教案1学习资料.docx
-
《冷拼工艺》教案.docx
-
《唐人街探案3》电影观后感《唐人街探案3》心得作文5篇.docx
-
《C语言程序设计》习题.docx
-
《幼儿园课程游戏化的实践研究》.docx
-
4现场管理档案.docx
-
13级西医专业基础综合测评答.docx
-
100部校园电影全.docx
-
CAD制图标准.docx
-
《分数除法一.docx
-
edb72192ac02de80d4d8d15abe23482fb5da0291.docx
-
H236车联网资料路尚行业版OMP操作手册服务商0618.docx
-
jarlasscon门机.docx
-
《百分百责任学习心得》.docx
-
《管理学基础》习题18章单凤儒.docx
-
《旅游专业日语》课程实施方案.docx
-
《铁路旅客运输服务》学习指导书.docx
-
《预算会计》课程标准.docx
-
严以用权发言稿材料整理共8篇Word文档格式.docx
-
案例2大气污染控制工程课程设计Word文档下载推荐.docx
-
作风纪律整顿广播稿文档格式.docx
-
新高一语文上学期期中联考试题1文档格式.docx
-
报审完整版XX社区相亲相爱一家人主题亲子活动策划方案Word文档格式.docx
-
高中英语外研必修五课后强化作业Module 5 第3课时 Word含答案 高考Word格式文档下载.docx
-
评语大全之学生评语名言Word文档格式.docx
-
最全总结范文之幼儿园园长工作总结15篇Word文档格式.docx
-
高中语文第四单元第十三课张衡传教学案新人教必修4Word文档下载推荐.docx
-
财经法规与会计职业道德考纲Word文档格式.docx
-
学院虚拟仿真实验教学中心申报书Word格式.docx
-
XX农业局局长述廉述职报告Word格式.docx
-
Photoshop工具中的基石图层与蒙版大揭秘模板Word文件下载.docx
-
建筑知识Word文件下载.docx
-
幼儿园大班数学下学期期中练习试题附答案文档格式.docx
-
八大员培训劳务员题库Word格式文档下载.docx
-
八年级语文上学期期中试题Word下载.docx
-
参加监狱警示教育活动心得体会文档格式.docx
-
PROTELDXP层次原理图设计说明文档格式.docx
