 塔安装.docx
塔安装.docx
- 文档编号:24689771
- 上传时间:2023-05-31
- 格式:DOCX
- 页数:40
- 大小:724.79KB
塔安装.docx
《塔安装.docx》由会员分享,可在线阅读,更多相关《塔安装.docx(40页珍藏版)》请在冰豆网上搜索。
塔安装
1.编制说明
兰州石化公司乙烯装置60万吨/年乙烯装置工程是中油及兰州石化重点项目,急冷油塔(101-E)和急冷水塔(102-E)是该项目初分馏装置中非常重要的两台大型设备,两塔制作及安装也是项目的关键控制点之一,由于现场可供施工的场地非常有限,因此应在有限的时间紧张施工,以确保在现场安装工作高峰期到来之前完成两塔的组对及安装工作。
2.工程概况
2.1设备情况简介:
急冷油塔(101-E)和急冷水塔(102-E)是由中国寰球设计院设计,由兰化工程公司总承包,两塔均属一类压力容器,制作及检验过程需接受国家压力容器安全监查部门的监检。
两塔主要技术参数如下:
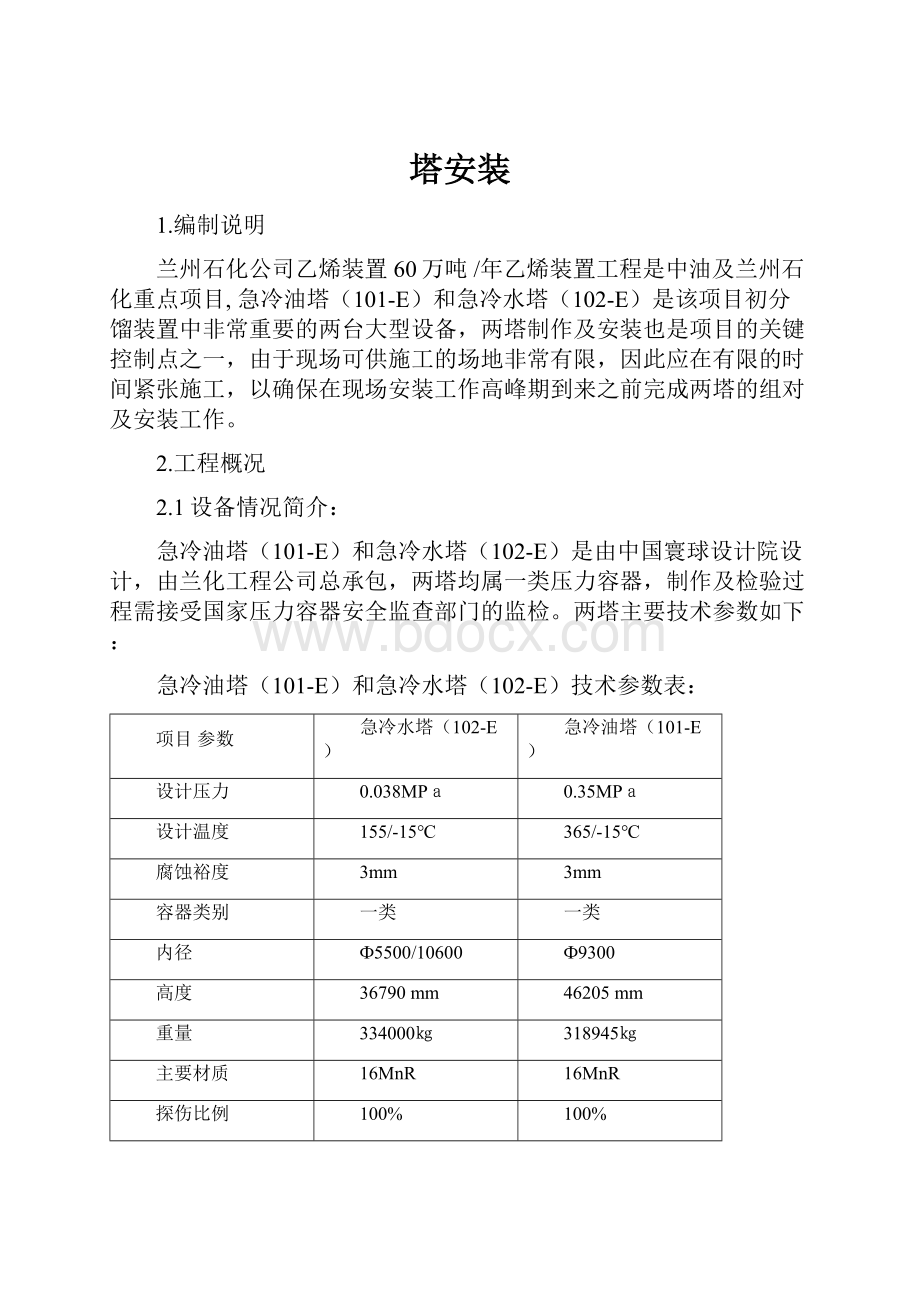
急冷油塔(101-E)和急冷水塔(102-E)技术参数表:
项目参数
急冷水塔(102-E)
急冷油塔(101-E)
设计压力
0.038MPa
0.35MPa
设计温度
155/-15℃
365/-15℃
腐蚀裕度
3mm
3mm
容器类别
一类
一类
内径
Ф5500/10600
Ф9300
高度
36790mm
46205mm
重量
334000㎏
318945㎏
主要材质
16MnR
16MnR
探伤比例
100%
100%
工作介质
裂解气、粗汽油、轻烃
裂解气、急冷油
2.2现场情况:
急冷油塔(101-E)和急冷水塔(102-E)位于兰州石化公司60万吨乙烯装置内,在整个乙烯装置的东部,北侧与裂解炉施工现场相邻,两塔中,北侧塔为急冷油塔(101-E),南侧塔为急冷水塔(102-E)。
3.施工准备
3.1施工现场准备:
3.1.1根据现场情况,施工现场分为两处,一处为设备预制场,场内设置龙门吊一台,滚板机一台,铺设放样钢平台一座,另一处设在两台塔的基础附近,每台设备铺设一个组对钢平台,详见施工总平面布置图;
3.1.2准备专用的场地及木质堆放架,堆放原材料及半成品;
3.1.3准备专用的吊夹具,工装及绳索,施工机具应性能可靠。
工卡具、样板应合格。
计量器具应在周检期内;
3.1.4制作运输成品件用支架,以及组对现场吊装用支架;
3.1.5现场的消防器材、安全设施应符合要求,并经安全监督部门验收通过;
3.1.6制作样板,样板制作应经QC工程师检查合格,并打钢印确认方可使用。
3.2施工技术准备:
3.2.1图样会审并签定施工图会审记录。
3.2.2编制材料计划,外协、外购件明细表、消耗材料及工装用料计划。
3.2.3编制工艺文件,绘制排板图,下达分项技术交底。
3.2.4组织焊工培训及考试。
3.2.5锥体压制、封头组对工装设计。
3.3材料准备
3.3.1材料必须有合格证,且项目齐全符合相应的材料标准要求,交货状态明确与设计文件要求相符。
3.3.2编制材料采购计划,选择合格分供方.
3.3.3材料到厂后除要进行数量验收外,还要进行质量检查,标记清楚,证物相符,并打上厂内代号及材料责任工程师确认标记.
3.3.4材质合格证经材料责任工程师确认后,主要受压元件要经劳动局进行确认签证,即:
办理压力容器用料手续,方可发放。
3.3.5准备堆放场地,防止划伤,分类分批存放.并设标识。
4.施工方法
急冷油塔(101-E)和急冷水塔(102-E)的组装在现场施工。
裙座、筒体采用正装法进行组装。
4.1总体施工程序:
4.2制作施工程序
4.2.1制作施工工艺及技术要求:
板材进入现场经检验合格后方可进行号料,采用液化气-氧气半自动切割器(型号为5-100mm)进行切割下料,下料经检查合格后进行拼板、组对、焊接、二次下料后进行滚圆,滚板机型号为CLP15/30×3100,采用一次滚圆成型工艺,并同时加装支撑。
4.2.2主要程序施工方法
4.2.2.1排板
由工艺员根据板材规格及设计图纸绘制排板图,排板时焊缝应尽量避开接管开孔,焊缝布置要满足国内相关规范的规定。
组装对接环焊缝时,不应采用十字焊缝,相邻筒节的纵焊缝距离或封头拼接焊缝与相邻筒节纵焊缝距离应大于3倍板壁厚,且不小于100mm。
塔内件和筒节焊缝的边缘与筒体环焊缝边缘的距离应不小于筒体壁厚,且不小于50mm,排板图绘制完成后,必须经有关部门审核后方可进行下料。
4.2.2.2号料
号料按排版图和工艺卡进行,号料时应画出检查线、中心线、外轮廓线,检查线距切割线边50mm,并进行标记移植,内容包括:
排版编号、厂内代号、材质、规格。
号料允差:
长、宽≤1.0mm,对角线≤2.0mm。
方位标识需用洋冲眼,并用白油漆醒目标注。
4.2.2.3下料
拼板采用无间隙组对,对口错边≤2.0mm(最大允差间隙1.0mm),不开坡口,采用双面埋弧自动焊焊接。
成型后进行二次号料。
4.2.2.4拼板及焊接
拼板采用无间隙组对,对口错边≤2.0mm(最大允差间隙1.0mm),不开坡口,采用双面埋弧自动焊焊接。
4.2.2.5筒体滚圆
筒体滚圆在滚板机上进行,滚板时应在钢板两端焊接长度不少于150mm的带头板,采用一次滚制成圆工艺,卷制合格后割掉。
滚制长板时滚床两边要放置滚弧架,用弧长为2200mm的样板进行检查,间隙不得大于3mm。
滚板机必须干净,清除锈层及尖硬颗粒,辊筒上毛刺,棱角应磨光。
滚圆后筒体应立放,不能在地上滚动,同时检查标识是否清晰,并做好施工记录。
4.2.2.6锥体加工
锥体下料按排板图进行,整体组对焊接后外委旋压直边。
4.2.2.7纵缝组对焊接
筒节组对前,应根据筒体板和封头端部实际周长在钢平台上画出筒体基准圆,在基准圆内侧每隔1000~1500mm焊一块定位板。
筒节组对时,应按照排板图将同一圈的板片按顺序逐块吊至基准圆处,使用工卡具进行组对。
对于直径较大、刚性较差的筒节和封头,应根据具体情况采取十字形和米字形临时加固措施,加固件应支撑在圆弧加强板上。
纵缝错边量≤3mm,棱角度E用内或外样板检查(Di=4200mm,样板弦长为700mm,Di=5400mm样板弦长为900mm,Di=6200样板弦长为1030mm)E≤0.1δn+2mm,且≤5mm。
4.2.2.8裙座制造
裙座下料采用半自动切割器切割,拼制成型后统一划线开孔。
4.2.2.9裙座基础环和盖板的制造
号料时,应在板上放出大样,下料采用磁座割规用半自动切割器下料,切割面与板面的垂直度≤2mm,其余尺寸应符合图样要求。
组对在大平台上进行,基础环、盖板上下组对在一起进行一次性划线。
相邻两螺栓孔弦长及任意两螺栓孔弦长允差均为2mm。
4.2.2.10锚板制作
锚板号料在平台上放出大样,下料采用磁座割规用半自动切割器下料,切割面与板面的垂直度≤2mm,其余尺寸应符合图样要求。
组对在平台上进行,螺栓孔中心圆直径允差及相邻两螺栓孔弦长允差和任意两螺栓孔弦长允差均不大于2mm。
锚板与设备裙座、模板采用同一样板划线加工。
预组装合格后,用油漆做好设备位号及方位标记,锚板方位切口必须与设备管口方位图相一致。
4.2.2.11法兰接管制作
人孔法兰、法兰盖、接管等锻件应符合JB4726-2000《压力容器用碳素钢和低合金钢锻件》的规定,锻件按Ⅱ级验收,并提供质量证明书。
法兰上螺栓孔中心圆直径相邻孔弦长允差为±0.6mm,螺栓中心圆直径允差及任意两孔弦长允差均为±1.5mm。
图纸未注明公差尺寸的机加工和非机加工表面极限偏差按GB/T1804-92规定的m级要求进行。
4.3组装施工程序
4.3.1塔现场组装分段
4.3.1.1急冷油塔(101-E)和急冷水塔(102-E)现场组装分段如下图。
各段参数见下表。
注:
F1-F5为现场安装焊缝
件号
1
2
3
4
5
6
7
8
9
10
11
上封头
长度
2642
1519
1519
1527
2726
5222
5222
1526
2206
1493
4223
2175
重量
15297
5630
5630
12536
10180
20358
20358
5090
8832
2618
7854
2530
4.3.1.2急冷油塔(101-E)现场组装分段如下图。
各段参数如见下表。
注:
F1-F6为现场安装焊缝
件号
1
2
3
4
5
6
7
8
9
封头
长度
1912
3517
1877
3457
6687
7297
6687
3456
2610
重量
9420
10870
5430
16840
21370
26710
21370
10670
5330
6160
4.3.2裙座组装
裙座采用正装法施工。
4.3.2.1组装平台搭设
4.3.2.2底板组焊就位找平,水平度符合质量检验标准。
4.3.2.3组焊A-1与底板,在A-1上端口用钢管加米字支撑.
4.3.2.4将组焊完的底板与A-1就位找平,水平度符合质量检验标准。
4.3.2.5组装A1-2,调整错边量棱角E、椭圆度符合质量检验标准后,进行焊接。
4.3.2.6吊装A1-3,组装焊接A1-3
4.3.2.7其余零部件焊接。
4.3.3组装平台搭设
4.3.3.1按平面布置图设置11*11m平台两个。
4.3.3.2平台上的工字钢上平面用水准仪测量水平度为0.1/1000。
4.3.4分瓣封头现场组焊
4.3.4.1在101-E钢平台上划出组装基准圆,将基准圆按照封头的分瓣数n等分,至少在距等分线两侧约100mm处各设置一块定位板。
(如下图)
4.3.4.2在组装基准圆内,设置封头组装胎具,以定位板和组装胎具为基准,用工卡具使瓣片紧靠定位板和胎具,并调整对口间隙和错边量。
符合要求后焊接。
4.3.4.3瓣片在钢平台上组焊成封头后,应对每道焊口进行检查,其各部公差要求:
对接焊缝错边量b≤3mm,端口圆度≤6,端口周长≤±6。
用弧长≥封头设计内径Di的3/4的内样板检查表面的形状偏差,其最大间隙应≤1.25%Di,直边部分的纵向皱折深度不应大于1.5mm,检查偏差时样板应与表面垂直,样板检查应避开焊缝。
封头直边允差为+8~-5。
4.3.5筒体组装:
4.3.5.1组装胎具设置:
在工字钢上表面按φ7000(φ5200)画出组装线,按φ7100(φ5300)画出检查线,并用洋冲眼做出标记,同时用白油漆做出醒目标识,然后在组装线上焊上内定位角铁。
4.3.5.2经组装责任工程师及QC工程师检验确认后,进行组装工作。
首先组对筒体A2-1,经组装检查员检查合格后进行焊接,焊接工作结束后,经外观检查合格即可进行A2-1的提升,提升利用斤不落及涨圈进行。
提升距离为1990mm,然后进行A2-2的组对,组对焊接结束后,将A2-1落下,组对环口,用夹具使A2-2紧靠定位角铁,利用线坠检查线及经纬仪调整垂直度,加上夹具,保证棱角及错边量符合要求范围内,成圆后利用直径标杆调整上口椭圆度。
符合要求后,进行定位焊,检查纵缝错边量、棱角E及圆度,符合质量检验标准后,经QC工程师及双方检验合格,填写《工序交接记录》026,即可进行施焊工作。
4.3.5.3将封头吊到A2-1上进行组焊。
4.3.5.4将组焊完的该段筒体用80t吊车吊到裙座上进行现场组对工作。
吊装前,在筒体外侧距上口1000m处,安装外挂式支架。
组对时用调节丝杠调整间隙,用直径0.5mm钢丝拉紧在00、900、1800、2700四个方向检查筒体直线度,不大于L/1000为合格,然后可进行定位焊。
组对后,经检查合格后即可进行封头与裙座之间的焊接。
4.3.5.5按上述施工程序组焊A2-6,A2-5,A2-4,A2-3并在顶部筒节内侧距上口约隔1000mm处焊接米字支撑,支撑用ø89×4焊管制作,支撑钢管与筒体连接处应使用弧形加强板,加强板材质应为16Mn.
4.3.5.6吊装A2-3,4,5,6吊装之前在A2-1筒体内距上口1000m处用ø89×4焊管搭设组对平台,上铺钢跳板,在A2-1外侧安装外挂式支架,支架用圆钢煨制,上铺钢跳板。
吊装组对时,上下两圈筒节的四条方位母线必须对正,其偏差不应大于5mm,用鞍型夹具夹紧,同时调整间隙及棱角E、错边量,筒体不直度符合质量检验标准。
定位焊,合格后填写《工序交接记录》026,即可进行环缝焊接。
依次类推,组装塔体其他筒节,焊接完毕。
4.4急冷油塔(101-E)和急冷水塔(102-E)塔体安装施工方法
4.4.1基础验收
4.4.1.1基础外观不得有裂纹、蜂窝、空洞及露筋等缺陷;
4.4.1.2基础各部尺寸及位置的偏差数值不得超过下表的规定:
序号
偏差名称
允许偏差值(mm)
1
基础坐标位置(纵、横轴线)
±20
2
基础各不同平面的标高
+0-20
3
基础上平面外形尺寸
凸台上平面外形尺寸
凹穴尺寸
±20
+0~-20
+20~-0
4
基础土平面的水平度:
每米
全长
5
10
5
竖向偏差:
每米
全高
5
10
6
预埋地脚螺栓:
标高(顶端)
中心距(在根部和顶部两处测量)
+20~-0
±20
4.4.1.3基础混凝土强度应达到设计要求,周围土方应回填,夯实,整平,地脚螺栓的螺纹部分应无损坏及锈蚀。
4.4.2垫铁安装
4.4.2.1垫铁的选用:
直接承受负荷的垫铁,所需面积计算:
式中A:
一组垫铁的面积,毫米2;
C:
系数,C=2.3;
G1:
设备及附件等的重量,按(102E,850t;101E,750t)
G2:
全部地脚螺栓紧固后,作用在垫铁上的总压力,千克力
根据计算垫铁选用规格为130×270垫铁80组(102E),100×240垫铁80组(101E)。
4.4.2.2直接承受负荷的垫铁组,其位置和数量应符合下列要求:
a.每个地脚螺栓近旁两侧各有一组垫铁,垫铁组应尽量靠近地脚螺栓;
b.垫铁应垫在加强筋下面。
4.4.2.3采用平垫铁或斜垫铁找平时,应符合下列规定:
a.直接承受负荷的垫铁组,应使用成对斜垫铁,两垫铁的斜面要相向使用,搭接长度应不小于全长的3/4,偏斜角度应不超过3°;斜垫铁下面应有平垫铁;
b.应尽量减少每一组垫铁的块数,一般不超过四块,并应少用薄垫铁;放置平垫铁时,最厚的放在下面,最薄的放在中间,调整后应将各块垫铁互相点焊牢固。
;
c.每一组垫铁均应放置整齐平稳,接触良好;垫铁表面的油污等应清除干净;塔体找平后,各组垫铁均应被压紧,可用0.25公斤手锤逐组轻击,听音检查;
d.垫铁组高度一般为50-100毫米;
e.塔体调整后,垫铁应露出塔底座环外缘10-20毫米;垫铁组伸入底座环底面的长度,应超过地脚螺栓孔,且应保证裙座受力均衡;
4.4.3塔分段安装:
4.4.3.1塔的找正与找平应按基础上的安装基准线(中心标记、水平标记)对应塔上的基准测点进行调整和测量;调整和测量的基准确定如下:
a.塔支承(裙式支座、耳式支座、支架等)的底面标高应以基础上的标高基准线为基准;
b.塔的中心线位置应以基础上的中心线为基准;
c.塔的方位应以基础距离最近的中心划线为基准;
d.塔的铅垂线应以塔节顶部中心划线为基准。
e.塔的铅垂度应以塔的上下封头切线部位的中心划线为基准。
4.4.3.2塔的找正与找平应符合下列规定:
a.找正与找平应在同一平面内互成直角的两个或两个以上的方向进行;
b.为避免气象条件影响,其铅垂度的调整和测量工作应避免在一侧受阳光照射及风力不大于于4级的条件下进行;
c.塔体找平时,应根据要求用垫铁(或其它专用调整件)调整,不应用紧固或放松地螺栓及局部加压等方法进行调整。
紧固地脚螺栓前后,塔的允许偏差均应符合下表的规定。
塔体安装允许偏差(mm)
检查项目
允许偏差
一般塔
中心线位置
D>2000±10
标高
±5
铅垂度
H/1000但不超过30
方位
D>2000、15
4.4.4内件安装
内件及填料安装需设置一台2T卷扬机,用于垂直运输,顶部滑轮可设在塔上部塔顶吊柱上。
4.4.4.1安装填料段的塔体内表面焊缝应磨平,焊疤、焊渣应清除干净。
4.4.4.2.填料支承结构安装应符合下列规定:
a.填料支承结构安装后应平稳、牢固;
b.填料支承结构的通道孔径及孔距应符合设计要求,孔不得堵塞;
c.填料支承结构安装后的水平度(指规整填料)不得超过2D/1000,且不大于4毫米;
4.4.4.3丝网波纹填料安装应符合下列规定:
a.丝网波纹填料填充时,应保证设计规定的丝网波纹片的波纹方向与塔轴线的夹角,其允许偏差为±5°。
b.丝网波纹填料分块装填时,应从人孔装入,每层先填装靠塔壁一圈,后逐圈向塔中填装,每块用特制的夹具固定,填装时要压紧。
c.填料盘与塔壁应无空隙,塔壁液流导向装置应完好。
d.丝网波纹填料的质量、填充的体积应符合设计要求。
4.4.4.4填料床层压板安装应符合下列规定:
a.填料床层压板的规格、重量、安装中心线及水平度应符合设计要求;
b.在确定保险位的情况下,不要对填料层施加过大的附加力。
4.4.4.5液体分布装置安装应符合下列规定:
a.液体分布装置(分布管、分布盘、莲蓬喷头、溢流盘、溢流槽、宝塔式喷头)的质量应符合下列要求:
喷雾孔径(液流管)的大小和距离应符合图样要求;
溢流槽支管开口下缘(齿底)应在同一水平面上,允许偏差为2毫米;
b.液体分布装置安装位置允许偏差应符合下表的规定。
部件名称
水平度
中心线
安装高度
分布管
分布盘
D≤15003
D>15004
3
3
莲蓬喷头
安装轴线偏斜最大不超过1
3
3
液流盘
液流槽
D/1000,且不大于4
5
10
宝塔喷头
安装轴线偏斜最大不超过1
3
3
c.喷头及其它分布装置安装应牢固,在操作条件下不得有摆动现象;
d.液体分布装置安装后应作喷淋试验,试验时,塔截面内喷淋应均匀,喷孔不得堵塞。
4.4.4.6填料安装过程中,需经建设单位监检人员检查,监检人员提出意见后,应立即整改。
4.4.4.7填料塔内件安装合格后,应立即填写《设备填充记录》406,并经QC工程师及建设单位监检人员签字确认。
4.5急冷油塔(101-E)和急冷水塔(102-E)吊装施工方法
4.5.1设备吊装简介
4.5.1.1兰州石化公司乙烯技术改造工程,急冷水塔(102-E),规格ф7000×32000mm,重量116.9吨(不含外购件、填料及填料支承板),急冷油塔(101-E),规格ф7400×37500,重134.2吨(不含内件、填料及填料支承板)。
以上两塔分段进行吊装,组装成型。
4.5.1.2根据现场实际情况,急冷水塔(102-E)分7段吊装,急冷油塔(101-E)分7段吊装。
4.5.1.3急冷水塔(102-E)各段参数见表10-1,急冷油塔(101-E)各段参数见下表。
急冷水塔(102-E)各段参数
序号
位号
设备名称
吊装各节规格、重量
分段
组成部件
规格
重量
1
102-E
急冷水塔
A1
件号1、2、3
ф7000×5680×22
26557Kg
2
A2
封头、件号4、
ф7000×3702×20
15066Kg
3
A3
件号5
ф7000×2726×20
10180Kg
4
A4
件号6
ф7000×5222×20
20358Kg
5
A5
件号7
ф7000×5222×20
20358Kg
6
A6
件号8,9,10
ф5200×8954×16
34280Kg
7
A7
件号11,上封头
ф5200×6398×16
10384Kg
急冷油塔(101-E)各段参数
序号
位号
设备名称
吊装各节规格、重量
分段
组成部件
规格
重量
1
101-E
急冷油塔
B1
件号1、2、3
ф7400×7306×20
25720Kg
2
B2
封头、件号4、
ф7400×3457×20
23000Kg
3
B3
件号5、
ф7400×6687×20
21370Kg
4
B4
件号6
ф7400×7297×20
26710Kg
5
B5
件号7
ф7400×6687×20
21370Kg
6
B6
件号8
ф7400×3456×20
10670Kg
7
B7
件号9,封头
ф7400×2610×20
11490Kg
4.5.2吊车选择
4.5.2.1急冷水塔(102-E)吊装
选用KATONK1200120吨吊车;KRUPPKMK-5160/160吨吊车进行筒节就位组装。
见下表和图。
平面布置见平面布置图。
急冷水塔(102-E)吊装参数表
节
吊重
吊车性能
吊车型号
幅度(m)
主臂杆长
额定重量(T)
备注
A1
26.557t
KRUPPKMK-5160
12
31
36
A2
15.066t
KATONK1200
12
34
22.9
A3
10.180t
KATONK1200
12
34
22.9
A4
20.358t
KRUPPKMK-5160
12
40
32
A5
20.358t
KRUPPKMK-5160
12
44.5
25
A6
34.280t
DEMACAC200
10
45.1
38.2
A7
10.384t
KRUPPKMK-5160
12
49
21
4.5.2.2急冷油塔(101-E)吊装
急冷油塔B2-B3采用KATONK1200120吨吊车、B1,B4-B7采用KRUPPKMK-5160/160吨吊车将筒节就位组装。
详见下表和图。
平面布置见平面布置图。
急冷油塔(101-E)吊装参数表
吊车型号
幅度
主臂杆长(m)
额定吊重(t)
B1
25.720
KATONK1200
11
27.2
27.7
B2
23.000
KATONK1200
11
34
24.9
B3
21.37
KATONK1200
11
34
24.9
B4
26.71
KRUPPKMK-5160
12
40
32
B5
21.37
KRUPPKMK-5160
12
40
32
B6
10.67
KRUPPKMK-5160
12
49
21
B7
11.49
KRUPPKMK-5160
12
49
12
4.5.3筒节吊耳
筒节吊耳设置如图
a.筒节吊耳型号及规格。
b.吊耳SP-10HG/T21574-94。
公称重量t
a
S
C
D
E
F
G
H
HSP
10
7
12
C=C1+S1
80
45
70
35
200
250
公称重量t
u
L1
L2
L3
L4
LSP


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 安装
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《残狼灰满》读后感15篇.docx
《残狼灰满》读后感15篇.docx
-
《高层建筑与抗震设计》复习题.docx
-
《乘法的初步认识》4.docx
-
《海底两万里》读后感读书笔记.docx
-
《我的伯父鲁迅先生》课堂实录及点评中.docx
-
《员工关系管理与劳动法实务》学习心得.docx
-
《hes just not that into you》其实他没那么喜欢你.docx
-
《杜甫诗三首》教案.docx
-
26个英文字母描红练习.docx
-
《金属钠的性质》教学设计.docx
-
0129科目三智能化考试计划单上午.docx
-
《城南旧事》读后感花儿落了精选多篇.docx
-
《乐记》的伦理思想探析论文.docx
-
《拥抱亲情感恩父母》设计主题班队会教案设计.docx
-
7基本算法语句提高.docx
-
10kV电力电缆振荡波局部放电检测试验方案.docx
-
《大学计算机应用基础》各章习题与上机实践参考答案或答题说明课件.docx
-
17秋学期《清史尔雅》在线作业满分答案.docx
-
《魔鬼代言人》经典台词.docx
-
《滕王阁序》 课堂设计.docx
-
2安全工作责任制度.docx
-
《学生手册》题库9 1.docx
-
5第五章 工程质量监理.docx
-
8项目部安全生产责任制.docx
-
16年级语文上册看拼音写词语田字格.docx
-
20语电脑词汇.docx
-
《匆匆》教学实录.docx
-
96S406建筑排水用硬聚氯乙烯PVCU管道安装图文.docx
-
423#民法总论.docx
-
《星星之火可以燎原》同步练习01.docx
-
2300MW火电机组烟气脱硫工程热控培训部分.docx
-
ab组填料填筑工艺试验总结.docx
-
合同法试题及答案.docx
-
建筑工程管理固体废弃物处理与噪声控制工程习题解答.docx
-
管理经济学计算题.docx
-
高考文综知识点大全.docx
-
八年级语文上学期期末测试题B卷冀教版.docx
-
光学专业词汇1.docx
-
大三个人学习计划范文.docx
-
洁净室施工及验收规范版.docx
-
聚合物合成工艺设计作业讲解.docx
-
认识小白兔大班教案.docx
-
最新人教部编版八年级语文上学期期中考试题及答案.docx
-
译林模块5Unit2同步讲练及单元自测练习1.docx
-
应用文四级写作应用文的常用句型.docx
-
不动产测绘基本要点教学文稿.docx
-
整编生态经济大棚发酵床健康养猪项目商业计划书.docx
-
广场砖施工专业技术方案.docx
-
疯狂动物城读后感.docx
-
GSM试题.docx
-
岭南版六年级第11册美术教案.docx
