 装配工艺过程卡片.docx
装配工艺过程卡片.docx
- 文档编号:29301808
- 上传时间:2023-07-22
- 格式:DOCX
- 页数:6
- 大小:16.42KB
装配工艺过程卡片.docx
《装配工艺过程卡片.docx》由会员分享,可在线阅读,更多相关《装配工艺过程卡片.docx(6页珍藏版)》请在冰豆网上搜索。
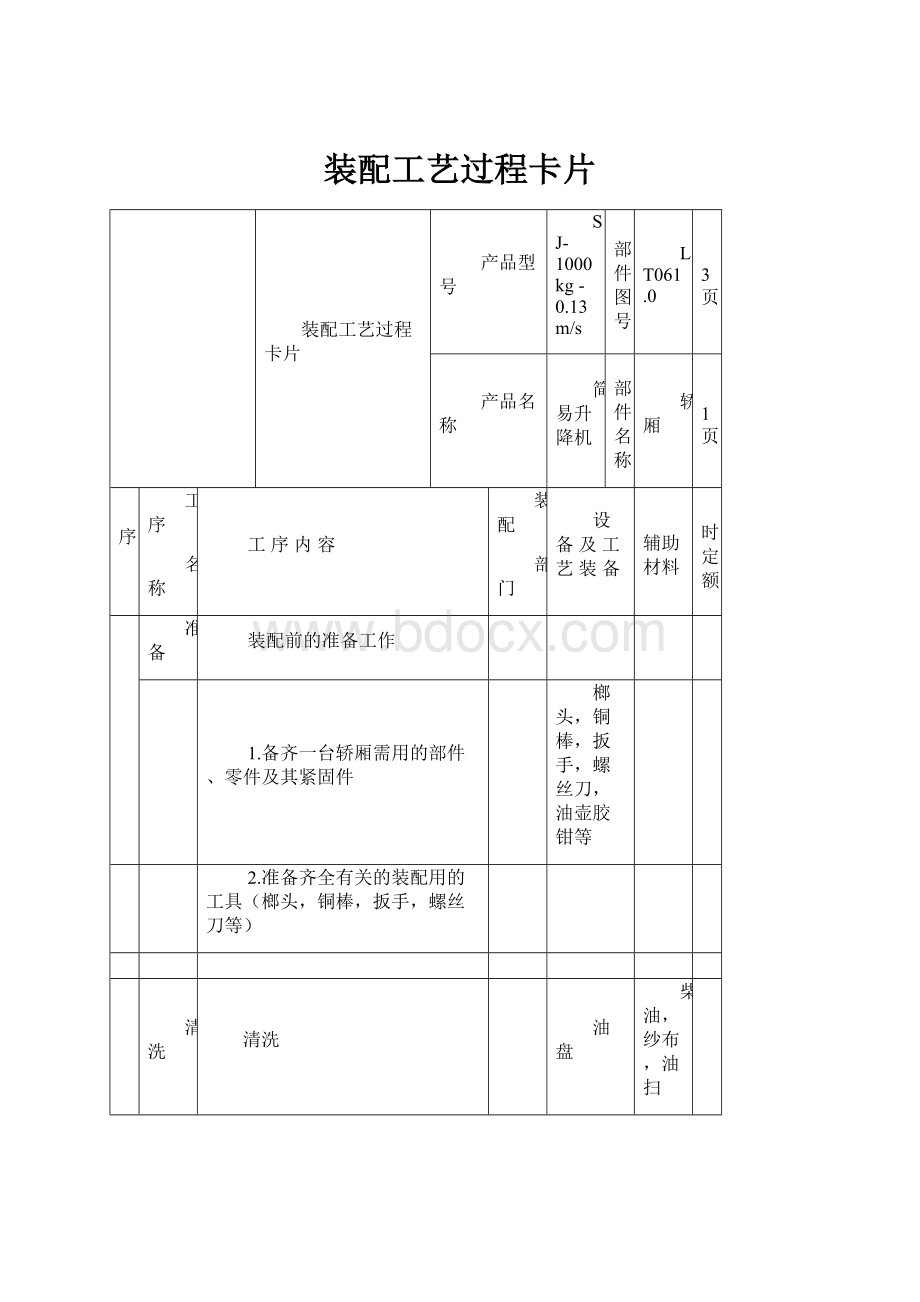
装配工艺过程卡片
装配工艺过程卡片
产品型号
SJ-1000kg-0.13m/s
部件图号
LT061.0
共3页
产品名称
简易升降机
部件名称
轿厢
第1页
工序
号
工序
名称
工序内容
装配
部门
设备及工艺装备
辅助材料
工时定额
1
准备
装配前的准备工作
1.备齐一台轿厢需用的部件、零件及其紧固件
榔头,铜棒,扳手,螺丝刀,油壶胶钳等
2.准备齐全有关的装配用的工具(榔头,铜棒,扳手,螺丝刀等)
2
清洗
清洗
油盘
柴油,纱布,油扫
把待装零件表面的污物,机械杂质,表面油脂用柴油洗擦干净
3
装配
轿架,轿底装配
1.竖起轿架(LT061.1)
2.调整轿架立柱在整个高度的垂直度不大于1.5mm
3.轿架(LT061.1)与轿底(LT061.2)联接
4.安装地坎托架和轿厢地坎
编制
审核
会签
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
装配工艺过程卡片
产品型号
SJ-1000kg-0.13m/s
部件图号
LT061.0
共3页
产品名称
简易升降机
部件名称
轿厢
第1页
工序
号
工序
名称
工序内容
装配
部门
设备及工艺装备
辅助材料
工时定额
调整地坎外沿于轿架(LT061.1)中心的相对位置
10’
6.矫正轿底(LT061.2)上面水平度不大于3/1000
7.检验
10’
5’
二轿壁装配
15’
1.在轿底上安装前壁和后壁
5’
2.在俩侧安装侧壁
20’
3.校正以上各轿厢壁板的垂直度,其中前壁(LT061.3.2)的
垂直度不大于1/1000,并用螺栓M8X25
4.检验
编制
审核
会签
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
装配工艺过程卡片
产品型号
SJ-1000kg-0.13m/s
部件图号
LT061.0
共3页
产品名称
简易升降机
部件名称
轿厢
第1页
工序
号
工序
名称
工序内容
装配
部门
设备及工艺装备
辅助材料
工时定额
四轿顶护栏和拉杆转配
10’
1.安装轿顶护栏
2.安装拉杆
10’
3.检验
5’
15’
五安全钳装配
六门机和轿门试装
5’
1.在下梁上安装安全钳底座
1.安装门机和轿门
20’
2.在上梁上安装其安全钳的传动机构,并用拉条拉杆与
2.门机调试
安全钳底座连接
3.检验
3.检验
编制
审核
会签
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
装配工艺过程卡片
产品型号
SJ-1000kg-0.13m/s
部件图号
LT061.1
共1页
产品名称
简易升降机
部件名称
轿架
第1页
工序
号
工序
名称
工序内容
装配
部门
设备及工艺装备
辅助材料
工时定额
一
准备
装配前的准备工作
10’
1.备齐一台轿底所需的零件及配件
2.准备齐全有关装配用的工具
活手板,钢卷尺
10’
5’
15’
装配
按图将上梁(LT061.1.1),,直梁(LT061.1.2),下梁(LT061.1.3)用M16X45连接
5’
20’
检验
检查各部件尺寸和公差
编制
审核
会签
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
感谢您的支持与配合,我们会努力把内容做得更好!


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 装配 工艺 过程 卡片
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 #2机组现场施工用电布置措施.docx
#2机组现场施工用电布置措施.docx
-
《个人贵金属质押借款合同》兴业银行.docx
-
《科学发展观和小康社会的经济建设》复习导学案.docx
-
《我和祖父的园子》第一课时教案两篇word.docx
-
《质量》教学案例与设计.docx
-
2惠农小册子.docx
-
7A版个人与团队模拟考试题及答案.docx
-
10篇新部编四年级下册语文课内外阅读理解专项练习题及答案.docx
-
16初四物理热和能知识点总结精讲.docx
-
20XX社会语言经典语录流行风暴.docx
-
48篇教学案例分析报告题.docx
-
《电子工厂安全管理制度汇总》.docx
-
《机械制造课程设计》指导.docx
-
《钱学森》教案第二课时.docx
-
《边城》读后感5篇.docx
-
《固定式压力容器安全技术监察规程》.docx
-
《论雷峰塔的倒掉》.docx
-
《手术台就是阵地》教学设计三年级语文下册.docx
-
《夏洛的网》课外阅读教学设计.docx
-
《自己的花是让别人看的》教案.docx
-
3C检查表090429.docx
-
7客运专线CRTSⅡ型板式无砟轨道施工工法.docx
-
《笔算除法》课时教案设计.docx
-
11#楼高大模板支撑体系专项方案.docx
-
17科学分析经济形势.docx
-
《电流和电路》易错题精讲综合检测题与答案.docx
-
《会计信息系统》习题含答案.docx
-
《汽车电器设备与维修》发电机分教考分离试题及标准答案.docx
-
《四川省排污许可证管理暂行办法》.docx
-
《新编实用英语》教案第一册Unit.docx
-
0母版锅炉值班员计算题WORD版.docx
-
3年级下册英语单词记忆人教版.docx
-
广州中考化学化学实验.docx
-
工厂管理的口诀.docx
-
河北衡水中学学年度下学期第二次调研考试衡水二调考试理综化学试题及参考答案.docx
-
关于工科院校注册会计师专业方向人才培养.docx
-
关于电子教案的几点要求.docx
-
河北省学年初中毕业生升学文化课综合检测考试文综试题.docx
-
广东幼儿园督导方案.docx
-
高考语文模拟考试全国联考卷2精校版附答案.docx
-
高考生物一轮复习生物的遗传专项练习带答案.docx
-
广北省农村信用社福祥卡会计核算操作办法.docx
-
锅炉房清洁生产.docx
-
高一生物下期末试题带答案.docx
-
国家防汛抗旱指挥系统项目二期工程可行性研究报告编制任务书.docx
-
广东省县级以上机关公务员笔试行测真题.docx
-
工资制度改革方案.docx
-
高考新课标Ⅲ卷语文试题及解析Word版.docx
-
公卫执业医师考前强化试题二.docx
-
高考英语江苏专用考前三个月文档专题三 阅读理解 第三步 题型突破七 Word版含答案.docx
-
关于成长的文章.docx
