 装配工艺.docx
装配工艺.docx
- 文档编号:9482445
- 上传时间:2023-02-04
- 格式:DOCX
- 页数:9
- 大小:83.79KB
装配工艺.docx
《装配工艺.docx》由会员分享,可在线阅读,更多相关《装配工艺.docx(9页珍藏版)》请在冰豆网上搜索。
装配工艺
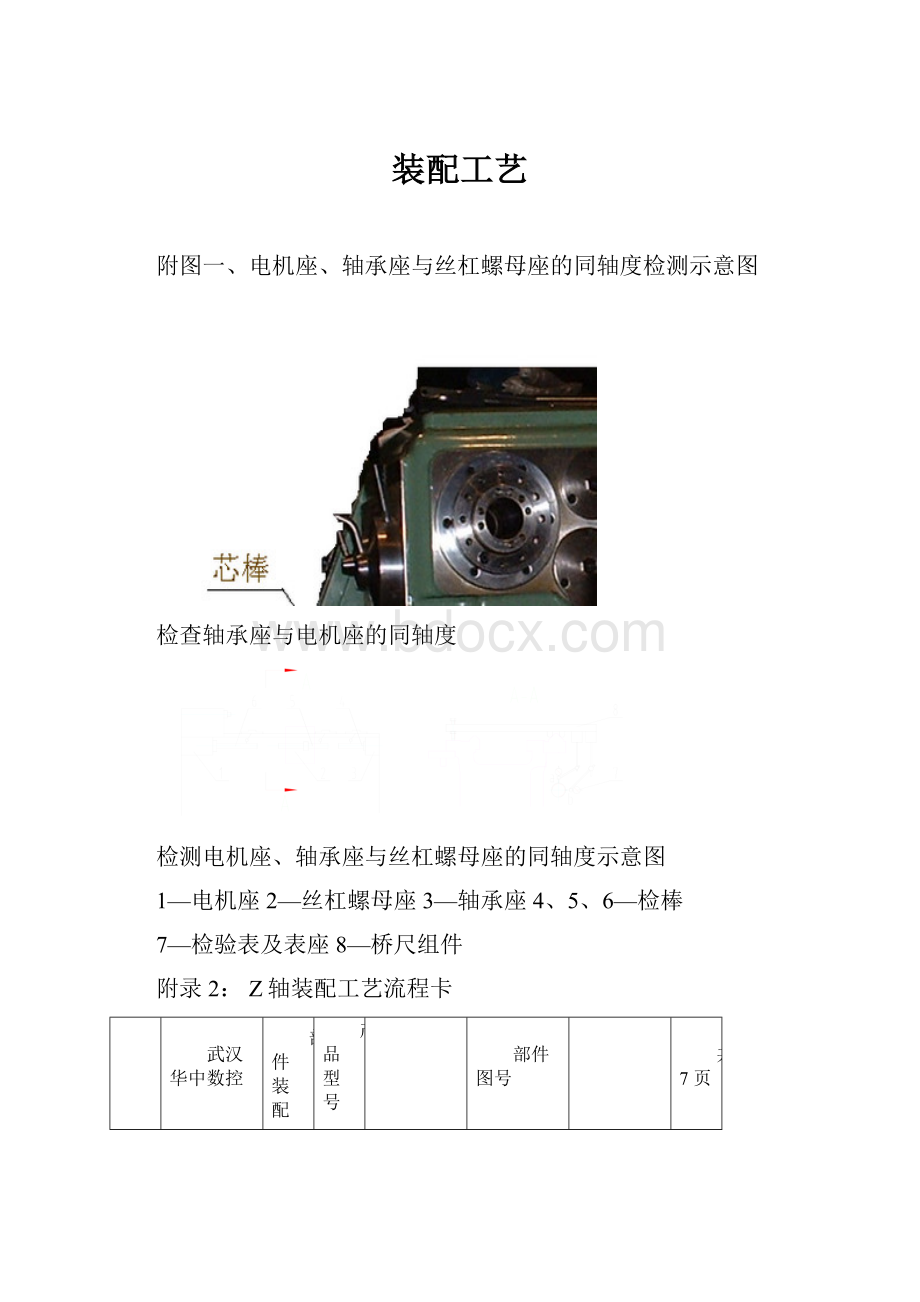
附图一、电机座、轴承座与丝杠螺母座的同轴度检测示意图
检查轴承座与电机座的同轴度
检测电机座、轴承座与丝杠螺母座的同轴度示意图
1—电机座2—丝杠螺母座3—轴承座4、5、6—检棒
7—检验表及表座8—桥尺组件
附录2:
Z轴装配工艺流程卡
武汉华中数控
股份有限公司
部件装配工艺流程卡
产品型号
部件图号
共7页
产品名称
部件名称
第1页
序号
装配内容及技术要求
装入零件
工艺装配工具
图号及名称
数量
1、
清洗零件
将轴承座、丝杆螺母座、电机座用柴油进行必要的清洗,滚动轴承用汽油或柴油进行清洗。
油盘、油刷、汽油、柴油
清洗后的零件如必要用棉布擦拭。
棉布
将清洗后的滚珠丝杠副、轴承等吊挂在立架上,将清洗后的其它零件放置在橡胶板上。
立架、橡胶板
2、
拆卸机床尾座、主轴卡盘并放置在橡胶板上。
内六角扳手
3、
Z轴溜板箱51011安装在床鞍上。
A、在溜板箱51011的丝杆螺母座安装中装入检套和检棒,检查其与床身导轨平行度,其上、侧母线全长允差均为≤0.01/200mm。
百分表、检套、检棒、磁力表座、内六角扳手、桥尺
B、在10040支架上装检套和检棒,51011溜板箱上装检套和检棒。
打表找正检棒上、侧母线的同轴度,允差均为≤0.01/全长。
附图一
C、紧固51011溜板箱,装入定位销。
附图二。
4、
Z轴轴承支架(10033)拨正
编制
A、将10033支架把合在床身上,装检套、检棒。
检测检棒与床身导轨平行度上、侧母线均≤0.01/200,
百分表、检套、检棒、磁力表座、桥尺
B、在10040支架装检套和检棒,10033轴承支架上装检套和检棒,打表检测10033与10040检棒同轴度,在上、侧母线均≤0.01/全长。
附图三。
校核
5、
装配电机支架10040组件,附图四
A、从床身上拆下10033支架。
内六角扳手、铝套、榔头、什锦锉、油石、铜棒、木方
底图号
B、将滚珠丝杠副装在溜板箱上,把件10029及密封圈套在滚珠丝杆上。
装订号
C、将滚珠丝杠副伸出电机座,在丝杠上面如图四依次装入760206轴承1件、10025、10026、760206轴承2件、10027及密封圈、10028,锁紧螺母M24x1.5。
注:
轴承内应涂润滑脂为滚道的1/3.
武汉华中数控
股份有限公司
部件装配工艺流程卡
产品型号
部件图号
共7页
产品名称
部件名称
第2页
序号
装配内容及技术要求
装入零件
工艺装配工具
图号及名称
数量
D、用50×50×300木方抵住溜板箱51011与电机座10040,旋转滚珠丝杠副,将已安装在丝杠副上的组件拉入电机座,或脱开丝杠螺母与溜板箱的连接,用配套的铝套将已装在丝杠副上的组件敲入电机座
内六角扳手、铝套、榔头、什锦锉、油石、铜棒、木方
E、将10027组件、10029组件依次固定在10040上。
6、
装配轴承支架10033组件
将10033支架套在滚珠丝杠副上,将其固定在床身相应位置,用铝套将轴承106安装到位,固定10037。
注:
轴承内涂润滑脂为滚道的1/3,并做好防尘.
内六角扳手、什锦锉、油石、铜棒、铝套
7、
Z轴滚珠丝杆安装
A、将溜板箱移至电机座端,松开滚珠丝杆螺母螺钉,转动滚珠丝杆后,再拧紧其与溜板箱连接螺钉。
铜棒、内六角扳手
B、左右移动溜板箱,要求溜板箱在滚珠丝杠全行程上移动松紧劲一致
8、
滚珠丝杠副轴向窜动及径向跳动调整
A、完成上述工作后在床身上架千分杠杆表,在丝杆副中心孔内用黄油粘一¢6钢球,用千分表表头接触其轴向顶面进行检测(丝杠副与电机连接端),通过调整锁紧螺钉的预紧力来达到要求,轴窜不大于0.008mm。
黄油、千分杠杆表、磁力表座、¢6钢球、勾子扳手
编制
B、在相应位置检测丝杆径向跳动,径跳不大于0.012mm。
百分表、磁力表座
9、
伺服电机的安装,附图五
校核
在上述工作合格,且伺服电机单独在机床外运行合格后按图依次装入联轴器、伺服电机,旋转滚珠丝杠副,依次先后固定伺服电机与联轴器,确保所有连接有效
内六角扳手
10、
按装配示意图装入此轴滚珠丝杠副防护板等其它零件
内六角扳手
底图号
11、
机床防护门、尾座等其它零件的安装
内六角扳手
装订号
12、
机床运动精度检测完毕后装入机床主轴卡盘
内六角扳手
武汉华中数控
股份有限公司
工艺附图
产品型号
部件图号
共7页
产品名称
部件名称
第3页
图一
编制
校核
底图号
装订号
武汉华中数控
股份有限公司
工艺附图
产品型号
部件图号
共7页
产品名称
部件名称
第4页
图二
编制
校核
底图号
装订号
编制
武汉华中数控
股份有限公司
工艺附图
产品型号
部件图号
共7页
产品名称
部件名称
第5页
图三
编制
校核
底图号
装订号
武汉华中数控
股份有限公司
工艺附图
产品型号
部件图号
共7页
产品名称
部件名称
第6页
图四
编制
校核
底图号
装订号
编制
武汉华中数控
股份有限公司
工艺附图
产品型号
部件图号
共7页
产品名称
部件名称
第7页
图五
编制
校核
底图号
装订号


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 装配 工艺
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《Java程序设计》考试大纲及样题试行.docx
《Java程序设计》考试大纲及样题试行.docx
-
《工业企业管理》自学任务书.docx
-
《短歌行》原文翻译及赏析.docx
-
《跳水》教案3.docx
-
《基于MATLAB的信号与系统实验指导》编程练习.docx
-
《你是最棒的》教学设计.docx
-
《选修4化学反应原理》知识点总结整理超全.docx
-
2环境应急监测试题资料.docx
-
《自动化仪表工程施工及验收规范》GB50093仪表安装检验批.docx
-
09年法律硕士民法预热辅导第2102讲完整篇doc.docx
-
6阅读能力阅读方法指什么.docx
-
《豆蔻镇的居民和强盗》读后感.docx
-
CMYK色值参考.docx
-
3121护理查对制度.docx
-
《草莓》课堂教学课件5篇.docx
-
CCNA完整知识点.docx
-
《合理安排时间》说课稿.docx
-
18我的伯父鲁迅先生.docx
-
3dmax授课计划doc.docx
-
《中共中央国务院关于加快推进生态文明建设的意见》.docx
-
《永生的眼睛》练习题附答案.docx
-
flow3d官方培训教程中的实例中文说明.docx
-
《宪法》《监察法》应知应会100题含答案.docx
-
EMS基础知识综合练习复习资料.docx
-
100以内退位减法500道带竖式空间可直接打印.docx
-
207声屏障施工组织设计.docx
-
30个科学小常识教学提纲.docx
-
JGJ59建筑施工安全检查标准评分表全套.docx
-
12幼儿园保育员培训活动记录表.docx
-
minecraft匠魂教程.docx
-
c语言课程设计学生成绩管理系统.docx
-
0503新闻传播学基本要求.docx
-
高层建筑专项施工方案基坑土钉支护工程专项施工方案Word文档下载推荐.docx
-
家具设计师的基本职责Word下载.docx
-
小学一年级语文短文阅读综合练习aWord文件下载.docx
-
吐鲁番出土汉文文中的保人研究以买卖租佃借贷三类契约为例Word下载.docx
-
社团周年晚会策划书Word文档格式.docx
-
写好英文求职信7个步骤帮你迈向外企完整版Word文件下载.docx
-
小学五年级征文范文文档格式.docx
-
外研版高中英语选修六单词表Word格式文档下载.docx
-
推荐物业管理服务委托合同范本word范文模板 13页Word文档下载推荐.docx
-
小学后勤工作学习心得Word格式.docx
-
高级工商证书考试辅导材料Word下载.docx
-
海淀区通用技术复习整理稿文档格式.docx
-
生活小常识大有作为及民间土方治病大全Word文件下载.docx
-
沈阳远大集团暑期职业体验团实习报告Word下载.docx
-
汉文化资料库不同层次的实用要求Word格式.docx
-
高考高分学生经验交流发言稿文档格式.docx
-
杭州分户验收指引文件文档格式.docx
-
网络安全教育心得体会通用5篇Word文档下载推荐.docx
-
危险品管控安全技术说明Word下载.docx
