 河南机电高等专科学校CADCAM实训报告详细版.docx
河南机电高等专科学校CADCAM实训报告详细版.docx
- 文档编号:24006806
- 上传时间:2023-05-23
- 格式:DOCX
- 页数:43
- 大小:2.99MB
河南机电高等专科学校CADCAM实训报告详细版.docx
《河南机电高等专科学校CADCAM实训报告详细版.docx》由会员分享,可在线阅读,更多相关《河南机电高等专科学校CADCAM实训报告详细版.docx(43页珍藏版)》请在冰豆网上搜索。
河南机电高等专科学校CADCAM实训报告详细版
河南机电高等专科学校
实训报告
CAD/CAM实训
系部:
机电工程系
专业:
数控设备应用与维护
班级:
学生姓名:
学号:
指导老师:
田坤
摘要
零件毛坯尺寸为150mm×120mm×50mm的方料,材料为45钢。
零件毛坯尺寸为260mm×210mm×45mm的方料,材料为45钢。
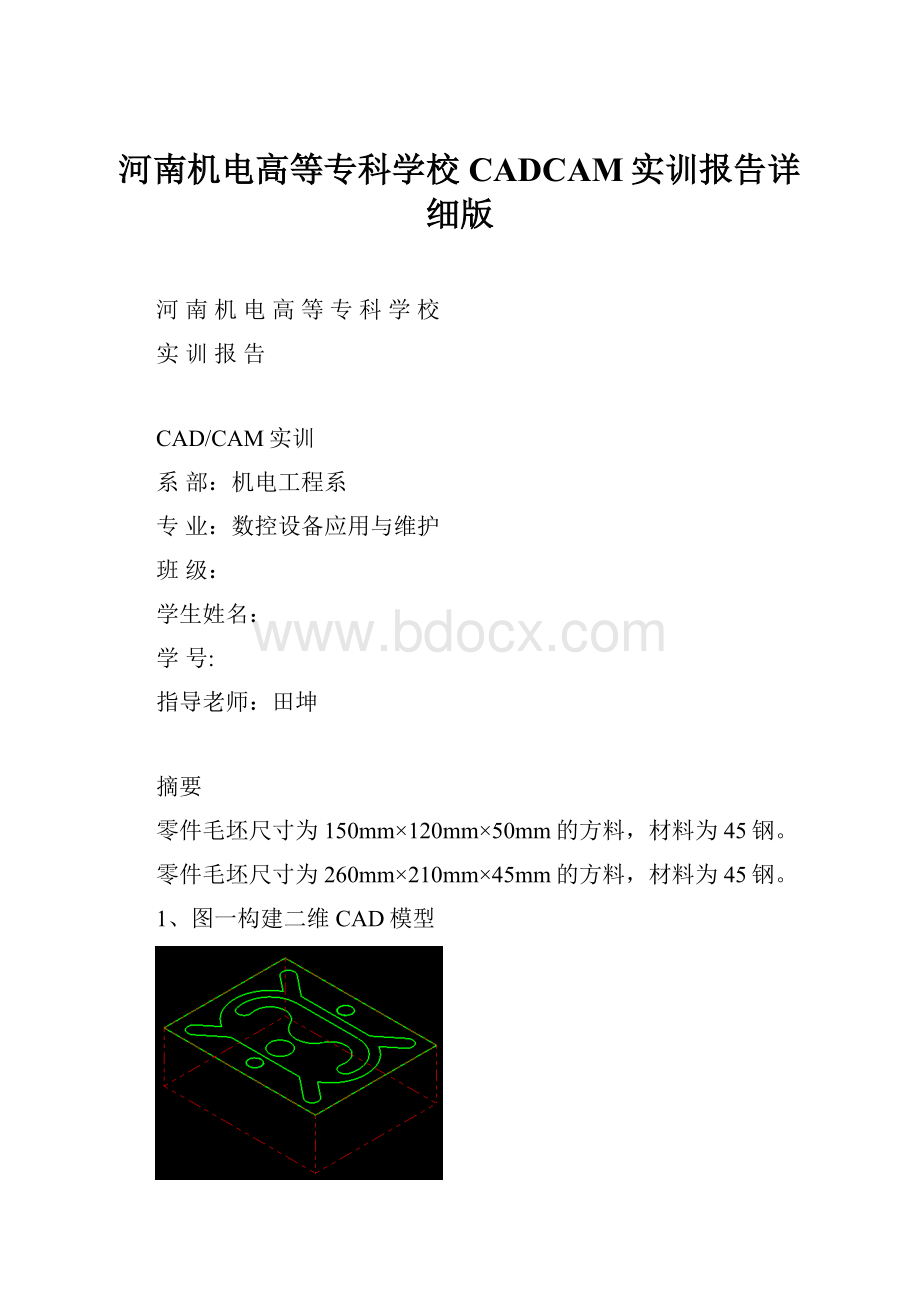
1、图一构建二维CAD模型
图二实体模型的构造
绘制零件外轮廓线框与实体,绘制型腔实体,生成实体,将实体模型转换为曲面模型,构建辅助图形。
2、零件数控加工工艺制定
3、零件数控加工程序编制
任务1图一二维加工模型的创造……………………………..1
1.设置辅助菜单项……………………………………...………..1
2.绘制中心线…….………………………………………………..1
3.绘制R15圆弧的中心线….…………………………..…………..1
4.绘制内半圆形槽轮廓线…………………..……………………….1
5.绘制外形轮廓槽……………………………………………….….3
6.加工孔和螺纹孔……………………………….……………..….3
7.绘制矩形轮廓………………………………………………….….4
任务2图一数控加工工艺确定……………………………..….5
任务3图一零件数控加工程序编制……………………………..6
1.设定工件毛坯………………………………………………….….6
2.上平面粗、精加工…………………………….………………….7
3.粗、精加工槽………………………………….………………...8
4.粗、精加工W形槽……………………………………………...10
5.粗、精加工深圆形槽……………………………….…………….11
6.钻孔定位……………………………………….……………...12
7.钻孔加工……………………………………….………………..13
8.刀具路径模拟…………………………………………………...13
9.后置处理………………………………………………………..14
任务1图二三维实体构造………………………………..….15
1.设置辅助菜单项…………………………………….…………….15
2.绘制中心线及辅助线…………………………………………..….15
3.绘制内型槽轮廓线…………………………………………….….16
4.绘制球面…………………………………………………..…….17
5.绘制外轮廓线及生成实体……………………………………….….17
任务2图二数控加工工艺确定……………………………..….20
任务3图二零件数控加工程序编制…………………………..…20
1.设定工件毛坯……………………………………………………..20
2.上平面粗、精加工…………………………………………..…….21
3.粗、精加工矩形侧面……………………………………………….23
4.精铣平面精加工…………………………………………….…….25
5.曲面精加工加工…………………………………………….…….26
6.后处理……………………………………………………….….28
8.结论及参考文献………………………………….……………..28
任务1图一二维加工模型的创造
绘制步骤如下所述。
1.设置辅助菜单项Z:
0.00(工作深度)
Cplane:
T(构图平面选俯视图)
Giew:
T(视角选俯视)
2.绘制中心线
选取辅助菜单中“Attributes”,在弹出的如图1—001所示对话框中设置线性为中心线,并设置绘图颜色,单击“OK”按钮确定。
选择“mainmenu”→“created”→“line”→“horizontal”,在屏幕上选择两点,输入Y坐标:
0,绘制水平线;返回上层菜单选择“Vertical“,在屏幕上选择两点,输入X坐标,绘制垂直线,如图1—002;
3.绘制R15圆弧的中心线
选择“mainmenu”→“created”→“line”→“Vertical“,在屏幕上选择两点,输入X坐标:
30,回车,在屏幕上选择两点,输入:
-30,回车,绘制垂直线,如图1—003;
4.如图1-004修改线型;
4.绘制内半圆形槽轮廓线
1>绘制R15圆,选择“MAINMENU”→“Create”→“ARC”→“Circpt+rad”,输入半径15,输入坐标(30,0),(-30,0)完成R15圆的绘制。
2>绘制R27圆,选择“MAINMENU”→“Create”→“ARC”→“Circpt+rad”,输入半径27,输入坐标(30,0),(-30,0)完成R27圆的绘制。
3>绘制R21的点划线圆,先选取辅助菜单中“Attributes”,在弹出的如图1—001所示对话框中设置线性为中心线,并设置绘图颜色,单击“OK”按钮确定;再选择“MAINMENU”→“Create”→“ARC”→“Circpt+rad”,输入半径21,输入坐标(30,0),(-30,0)完成R21点划线圆的绘制。
4>绘制与水平线夹角为15°的直线,“MAINMENU”→“Create”→“Line“→“Polar”,输入(30,0),-15,45;输入(-30,0),-165,45,完成直线绘制。
5>绘制R18与R15相切的圆,如图1-004修改线型,选择“MAINMENU”→“Create”→“ARC”→“Tangent”→“2entites”,输入半径18,选择两个R15圆,完成R18圆的绘制。
6>绘制R6小圆,选择“MAINMENU”→“Create”→“ARC”→“Circpt+rad”,输入半径6,如图1—005,捕捉P1,P2点,完成R6圆的绘制。
7>绘制R27两个圆的切线,选择“MAINMENU”→“Create”→“Line“→“Tangent”→“2arcs”,单击两个圆完成直线的绘制;
8>如图1--006所示;
9>选择“Mainmenu”→“Modify”→“Trim”→“2entity”依次进行修剪。
如图1--007所示。
5.绘制外形轮廓槽
1>选取辅助菜单中“Attributes”,在弹出的如图1—001所示对话框中设置线性为中心线,并设置绘图颜色,单击“OK”按钮确定。
2>绘制Φ150点划线圆,选择“MAINMENU”→“Create”→“ARC”→“Circpt+dia”,输入直径150,选择“Origin”键,完成Φ150点划线圆的绘制。
3>绘制与水平直线夹角为38.7°的点划线,选择“MAINMENU”→“Create”→“Line”→”Polar”输入(0,0),38.7,85,完成点划线的绘制。
4>如图1-004修改线型;
5>绘制R35圆,选择“MAINMENU”→“Create”→“ARC”→“Circpt+rad”,输入半径35,输入坐标(30,0),(-30,0),完成R35圆的绘制
6>绘制两个圆R35的切线,选择“MAINMENU”→“Create”→“Line“→“Tangent”→“2arcs”,单击两个圆,依上完成两条直线的绘制;
7>绘制直径为12的圆,选择“MAINMENU”→“Create”→“ARC”→“Circpt+dia”,输入直径12,选择倾斜角为38.7的直线与直径150的圆的交点。
完成此圆的绘制。
8>绘制直径为12的圆的切线,选择“MAINMENU”→“Create”→“Line“→“Parallel”→”Side/dist”,选择倾斜角为38.7的直线,单击此线的右边,输入6,完成一条线的绘制,同理完成另一条。
9>对上一步的进行修剪。
修剪至如图1—008。
10>选择修改过的图形,进行镜像操作。
选择“MAINMENU”→“Xform”→”Mirror”,选择相应的图素,单击“Done”,单击“Xaxis”在弹出的“Mirror”对话框中选择“Copy”,单击“OK”,同理,相对Y轴进行镜像操作。
11>修剪图形至图1—009;
6加工孔和螺纹孔
选择“Create”→“Arc”→“Circpt+dia”输入20,坐标为(0,-20)。
选择“Create”→“Arc”→“Circpt+dia”输入12,坐标(0,45),(0,
-45).图1—010
7.绘制矩形轮廓
选择“mainmenu”→“creat”→“rectangle”→“1point”在矩形对话框中设置矩形宽度为150,高度为120.且定位点为中心点,单击“OK”,图1—11;
清理辅助线。
任务2图一数控加工工艺确定
图一零件毛坯尺寸为150mm×120mm×50mm的方料,下表面已加工。
选用立式加工中心加工,采用台虎钳进行装夹,以工件毛坯上表面为工件坐标系原点。
1>用直径50的面铣刀,采用铣削加工方法进行上平面粗、精加工。
2>用直径10的立铣刀,采用挖槽加工方法粗、精加工槽。
3>用直径10的立铣刀,采用挖槽加工方法粗、精加工W形槽。
4>用直径10的立铣刀,采用挖槽加工方法粗、精加工圆形槽。
5>用直径5的中心钻,采用孔加工方法进行孔定位。
6>用直径12的中心钻,采用孔加工方法进行孔加工。
以上各刀具的参数设置会在任务3中给出,在此不再赘述。
表1-1数控加工工序卡
工厂
数控加工工序卡
产品名称或代号
零件名称
材料45#
零件图号
车间
工序号
程序编号
夹具名称
夹具编号
使用设备
台虎钳
工步号
工步内容
刀具号
刀具规格/mm
主轴转速/(r/min)
进给量/(mm/min)
1
上平面的粗精加工
T1
¢50的面铣刀
400
180
2
挖槽
T2
¢10的立铣刀
1200
150
3
挖W形槽
T2
¢10的立铣刀
1200
150
4
挖圆槽
T2
¢10的立铣刀
1200
100
5
定位孔
T4
¢5的麻花钻
100
80
6
钻孔加工
T3
¢12的麻花钻
100
80
任务3图一零件数控加工程序编制
1.设定工件毛坯
选择“mainmenu”→“toolpath”→“jobsetup”选项,打开工件设定对话框,进行如图1--012设定。
2.用直径50的面铣刀,采用面铣削加工方法进行上平面粗、精加工
1>选择面铣削加工方法及加工轮廓,定义刀具及刀具参数
在主菜单中顺序选择“toolpath”→“face”→“chain”命令。
选择如图1-013轮廓线,选择“done”,打开面铣削加工参数,设定如图1-014和1-015.参数设定后,单击确定按钮,在图上生成刀具路径,如图1-016所示
2>隐藏刀具路径
在主菜单中顺序选择“toolpath”→”operation“选项后,打开”操作管理器”对话框。
在此对话框空白处单击鼠标右键,在显示的鼠标右键菜单中,按
图1-017选取,可将刀具路径隐藏。
3.用直径10的立铣刀,采用挖槽加工方法粗、精加工槽。
构建辅助线,选择“mainmenu”→“toolpath”→“pocket”→“chain”选择轮廓线,单击执行,如图1—018,1—019,1--020设定参数后单击确定,生成路径如图1-021,隐藏刀具路径
4.用直径10的立铣刀,采用挖槽加工方法粗、精加工W形槽。
构建辅助线,选择“mainmenu”→“toolpath”→“pocket”→“chain”选择轮廓线,单击执行,如图1--022设定参数后单击确定,生成路径如图1-023,隐藏刀具路径
5.用直径10的立铣刀,采用挖槽加工方法粗、精加工深圆形槽。
构建辅助线,选择“mainmenu”→“toolpath”→“pocket”→“chain”选择轮廓线,单击执行,如图1--024设定参数后单击确定,生成路径如图1-025,隐藏刀具路径.
6.用直5中心钻,采用孔加工方法钻孔定位
选择“mainmenu”→“toolpath”→“drill”→“entities”命令。
依次选择需加工两圆,然后单击执行,如图1--026设定参数,完成之后单击确定,生成刀具路径如图1-027所示
7.用直10的钻,采用孔加工方法钻孔加工
选择“mainmenu”→“Toolpath”→“Drill”→“Last”→“Done”
如图1--028设定参数,完成之后单击确定,生成刀具路径如图1-029所示
8.刀具路径模拟,如图1-030所示
9.后置处理
如图1—031
任务1图二三维实体构造
绘制步骤如下所述。
1.设置辅助菜单项Z:
0.00(工作深度)
Cplane:
T(构图平面选俯视图)
Giew:
T(视角选俯视)
2.绘制中心线及辅助线
1>绘制中心线
选取辅助菜单中“Attributes”,在弹出的如图2—001所示对话框中设置线性为中心线,并设置绘图颜色,单击“OK”按钮确定。
选择“mainmenu”→“created”→“line”→“horizontal”,在屏幕上选择两点,输入Y坐标:
0,绘制水平线;返回上层菜单选择“Vertical“,在屏幕上选择两点,输入X坐标,绘制垂直线,如图2—002;
2>绘制辅助线
1)绘制辅助矩形
选择“mainmenu”→“created”→“rectangle”→“1point”设置Width为250,Height为200,定位点为中心,点击OK,选择“Orgin”完成辅助矩形的绘制。
2)绘制辅助线
选择“mainmenu”→“created”→“Line“→”Parallel“→”Side/dist”选择矩形的上边线,在该线下方单击鼠标输入50完成第一条线的绘制,同理完成距离上边线150,距离左边线52.5,距离右边线47.5的辅助线绘制。
3)结果如图2—003,更改线型至如图2—004。
3.绘制内型槽轮廓线
选择“mainmenu”→“creat”→“arc”→“cirpt+rad”,输入半径15,坐标为(-72.5,50)和(-72.5,-50).
选择“mainmenu”→“creat”→“arc”→“cirpt+rad”,输入半径10,坐标(77.5,0)
选择“mainmenu”→“creat”→“arc”→“Tangent“→”2entities“输入290,回车,选择一个半径为15的圆和半径为10的圆,重设置半径为310,选择另一半径为15和半径为10的圆。
选择“mainmenu”→“created”→“Line“→”Parallel“→”Side/dist”,选择辅助矩形的左边线,单击该线的右边,输入62,完成该线的绘制。
选择“mainmenu”→“creat”→“arc”→“Tangent“→”2entities“输入30,选择R15的圆和刚刚画的直线,同理选择另一圆和该直线,完成切圆的绘制。
修剪至图2—005
选择“MainMenu”→“solids”→“Extrude”→“chain”选择图2--005上任何一元素后,选择“Done”选项,选择“Done”选项,弹出“挤压实体”对话框,设置参数如图2--006所示,然后单击“ok”,构建图形如图2--007所示
4.绘制球面
设置Cplane为Front,Gview为Front。
设置图层为图层2。
选择“mainmenu”→“Create”→“line”→“polar”输入坐标(77.5,0),角度-90,长度635.
选择“mainmenu”→“Create”→“line”→“polar”输入坐标(77.5,-635),角度180长度625.
选择“mainmenu”→“Create”→”Arc”→”Polar”→”Centerpt”输入坐标(77.5,-635),输入半径625,起始角度90,终止角度-180,回车,完成绘制。
选择“mainmenu”→”Solids”→”Revolve”选择上面绘制的直线和圆弧,单击“Endhere”,点击”Done”,选择旋转轴,单击“Done”,设置如图2--008参数,单击ok,完成球面的绘制。
如图2--009
选择“MainMenu”→“Solids”→“Boolean”→“Remove”,分别选取目标实体和工具实体。
删除球面,隐藏图层2,结果如图2--010所示
5.绘制外轮廓线及生成实体
设置Cplane为Top,Gview为Top,Z为0,选择图层1.
选择“mainmenu”→“creat”→“arc”→“cirpt+rad”,输入半径25,坐标为(-72.5,50)和(-72.5,-50).
选择“mainmenu”→“creat”→“arc”→“cirpt+rad”,输入半径20,坐标(77.5,0)
选择“mainmenu”→“creat”→“arc”→“Tangent“→”2entities“输入300,回车,选择一个半径为25的圆和半径为20的圆,重设置半径为300,选择另一半径为25的圆和半径为20的圆。
选择“mainmenu”→“creat”→“arc”→“Tangent“→”2entities“输入80,回车,选择两个半径为25的圆,修正图形至如图2—011
选择“MainMenu”→“solids”→“Extrude”→“chain”选择图2—011外边框上任何一元素后,选择“Done”选项,选择“Done”选项,弹出“挤压实体”对话框,设置参数如图2--012所示,然后单击“ok”,构建图形如图2--013所示
选择“Mainmenu”→“Solids”→“Boolean”→“Remove”,先选择外边的大的轮廓,再选内轮廓,进行布尔运算。
如图2--014所示
更改Cplane为Top,Gview为Top,Z改为-35;
选择“Create”→“Rectangle”→“1point”,宽度250,高度200且定位为中心点,单击“ok”。
输入(0,0)。
选择“MainMenu”→“solids”→“Extrude”→“chain”选择上一步构建的矩形上任何一元素后,选择“Done”选项,选择“Done”选项,弹出“挤压实体”对话框,设置参数如图2--015所示,然后单击“ok”,清理全部辅助线,在相应位置进行倒圆角,最终构建实体如图2--016所示。
任务2图二数控加工工艺确定
1.用直径40的面铣刀,采用面铣削加工方法进行上平面粗、精加工
2.用直径10的立铣刀,采用外型铣削加工方法粗、精加工矩形侧面。
3.用直径为10平面精加工加工。
4.用直径为8的球头铣刀进行曲面精加工加工。
表1-2数控加工工序卡
工厂
数控加工工序卡
产品名称或代号
零件名称
材料45#
零件图号
车间
工序号
程序编号
夹具名称
夹具编号
使用设备
台虎钳
工步号
工步内容
刀具号
刀具规格/mm
主轴转速/(r/min)
进给量/(mm/min)
1
上平面的粗精加工
T1
¢40的面铣刀
400
180
2
矩形侧面粗精加工
T2
¢10的立铣刀
1200
200
3
平面精加工加工
T3
¢10的立铣刀
1200
200
4
曲面精加工加工
T4
¢8的球头铣刀
1200
150
任务3图二零件数控加工程序编制
1.设定工件毛坯
选择“mainmenu”→“toolpath”→“jobsetup”选项,打开工件设定对话框。
直接在对话框的X、Y和Z输入框中输入工件的尺寸“260×210×45”在工件中心的z输入框中输入“5”,选定“displaystock”复选框,参数设定如图1-017所示。
参数设定后单击OK按钮,完成工件设定。
2.用直径40的面铣刀,采用面铣削加工方法进行上平面粗、精加工
1)选择面铣削加工方法及加工轮廓,定义刀具及刀具参数
在主菜单中顺序选择“toolpath”→“face”→“chain”命令。
选择如图2--018轮廓线,选择“done”,打开面铣削加工参数,设定如图2—019,2—020。
参数设定后,单击确定按钮,在图2--021上生成刀具路径,
2)隐藏刀具路径
在主菜单中顺序选择“toolpath”→”operation“选项后,打开”操作管理器”对话框。
在此对话框空白处单击鼠标右键,在显示的鼠标右键菜单中,按图2--022选取,可将刀具路径隐藏。
3.用直径10的立铣刀,采用外型铣削加工方法粗、精加工矩形侧面。
选择外型铣削加工方式及加工轮廓,定义刀具及刀具参数
在主菜单中顺序选择“toolpath”→“contour”→”chain”命令。
选择轮廓线,然后执行。
刀具及其参数设定如图2—023、2—024和2—025,路径如图2—026,隐藏刀具路径。
4.用直径为10的立铣刀精铣平面精加工
设置如图2—027所示参数长为255,宽为205的辅助矩形,中心点为(0,0,0);
选择“mainmenu”→“toolpath”→“Pocket”→“chain”选择刚刚生成的矩形和曲面的外轮廓线,单击执行,设定参数如图2—028与图2--029后单击确定,生成路径如图2--030,隐藏刀具路径.
5.用直径为8的球头铣刀进行曲面精加工加工。
选择“mainmenu”→“toolpath”→“Surface”→”Finish”→”Scallop”,选择曲面,选择“Done”打开“环绕灯具精加工刀具参数”对话框,设置刀具参数如图2—031,设置干涉实体为平台长方体。
选择“FinishScallopparameters”设置参数如图2—032,单击“确定”生成图2—033的刀具路径。
进行仿真加工结果如图2—034
6.后处理
如图2--035
结论
通过做出零件的二维图形以及进行零件的加工程序编制,和刀具轨迹仿真,加工出了该零件,说明所采用的加工工艺符合该零件。
通过此次实训,发现自己对所学的软件还不够熟练,对加工工艺还知之甚少。
在实训的过程中,通过查找资料以及和同学讨论,弥补了自己的不足,对Mastercam软件有了深入的认识,并且能熟练掌


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 河南 机电 高等专科学校 CADCAM 报告 详细
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《公务员财产申报制度》.docx
《公务员财产申报制度》.docx
-
《儿童口腔病学》汇总题库集.docx
-
《建筑施工组织与管理》教案教学内容.docx
-
《班委选举细则》.docx
-
《光伏组件监造技术标准》.docx
-
《年终表彰大会讲话稿 表彰大会致辞稿》.docx
-
《听颖师弹琴》《李凭箜篌引》分别鉴赏及对比鉴赏加练习人教版高一选修.docx
-
《鹬》分镜头脚本.docx
-
5套打包宜昌市小学四年级语文上期中考试单元测试题及答案.docx
-
16开纸田字格word字帖模板.docx
-
315食品安全活动策划书.docx
-
CFG桩基础施工方案详解.docx
-
08人机工程学中英文资料外文翻译文献.docx
-
《读古典名著口百味人生》获奖精品省优获奖教案 部编版语文精品.docx
-
《功课很重要》教案1学习资料.docx
-
《冷拼工艺》教案.docx
-
《唐人街探案3》电影观后感《唐人街探案3》心得作文5篇.docx
-
《C语言程序设计》习题.docx
-
《幼儿园课程游戏化的实践研究》.docx
-
4现场管理档案.docx
-
13级西医专业基础综合测评答.docx
-
100部校园电影全.docx
-
CAD制图标准.docx
-
《分数除法一.docx
-
edb72192ac02de80d4d8d15abe23482fb5da0291.docx
-
H236车联网资料路尚行业版OMP操作手册服务商0618.docx
-
jarlasscon门机.docx
-
《百分百责任学习心得》.docx
-
《管理学基础》习题18章单凤儒.docx
-
《旅游专业日语》课程实施方案.docx
-
《铁路旅客运输服务》学习指导书.docx
-
《预算会计》课程标准.docx
-
电梯事故应急救援预案指南.docx
-
二氧化硅快速测定仪.docx
-
电子技术基础习题答案.docx
-
翻译两种具有开放框架结构的微孔聚合簇合物Et4N2MS4CN4nMMoW的合成及对其结构特征非线性光学性能.docx
-
电子CAD课程设计报告.docx
-
第3章标准理论.docx
-
翻白草的功效与作用翻白草的药用价值.docx
-
第107章交互式列表.docx
-
方剂学表格整理打印版.docx
-
第七章 合同信息档案资料管理的方法与措施.docx
-
房地产估价考试重要公式整理.docx
-
房地产项目全程策划30步骤.docx
-
动车组安全管理规定.docx
-
读《孟子》国学经典读后感作文多篇.docx
-
度考研中医综合真命题.docx
-
风湿病的治疗.docx
-
电子系统设计创新与实践实习指导书6.docx
-
服装营销如何演绎一场成功的服饰订货会5p.docx
-
多媒体教室施工工艺.docx
