 索道设备制动装置.docx
索道设备制动装置.docx
- 文档编号:28456898
- 上传时间:2023-07-13
- 格式:DOCX
- 页数:21
- 大小:265.95KB
索道设备制动装置.docx
《索道设备制动装置.docx》由会员分享,可在线阅读,更多相关《索道设备制动装置.docx(21页珍藏版)》请在冰豆网上搜索。
索道设备制动装置
第六章制动装置
6.1紧急制动器
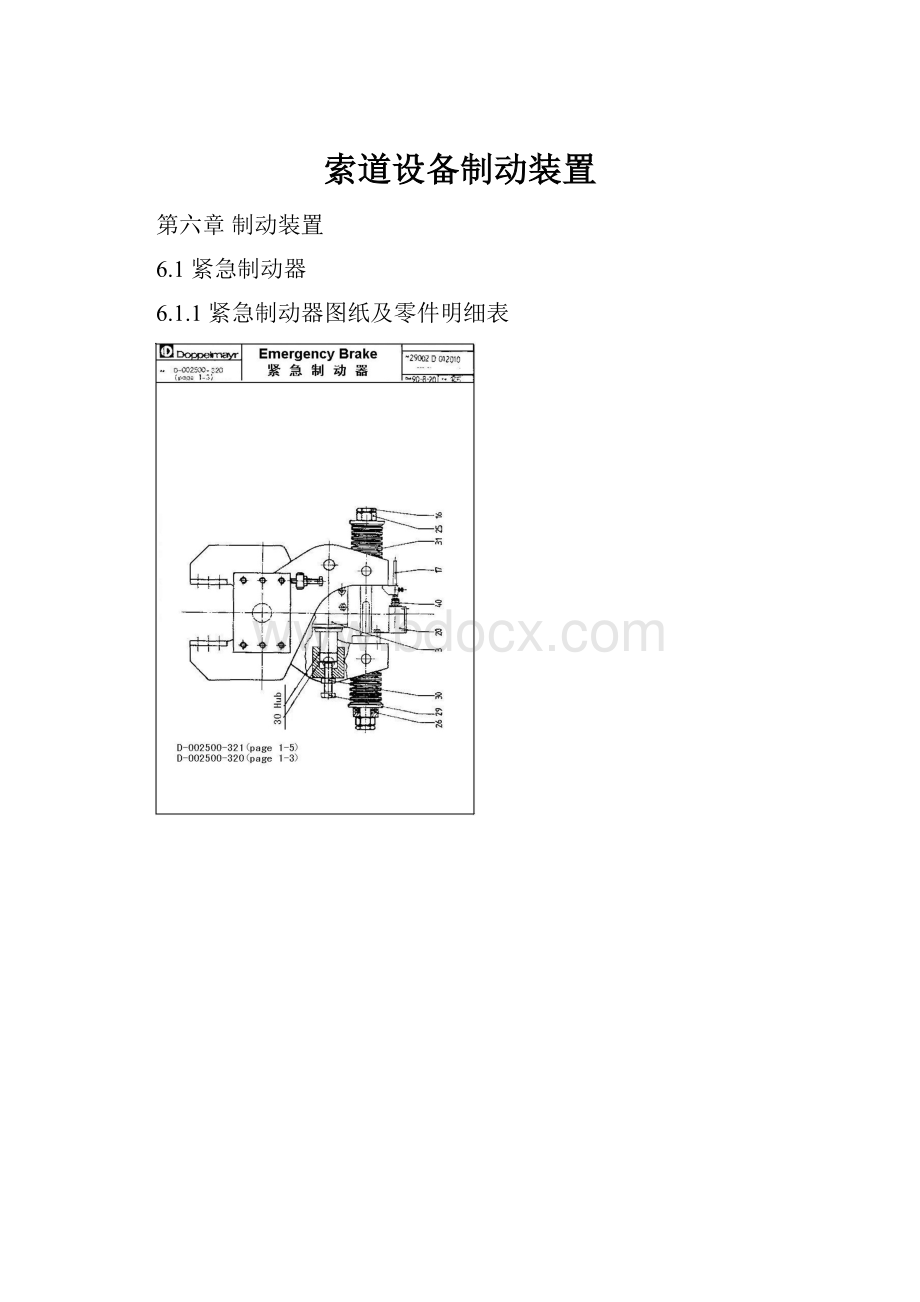
6.1.1紧急制动器图纸及零件明细表
零件明细表
项目
数量
ID号
具体说明
图纸号
10023558
50KN紧急制动器
29002D012010
1
1
10023410
50KN紧急制动器基本单元
29000D012010
2
2
10020270
50KN制动块260×120S=10
30270D012010
3
8
10001345
内六方头螺栓DIN912-8.8M12×25镀锌
120025U252008
4
8
10002251
垫圈SCHNORRS12镀锌
120000V240702
5
1
10016435
紧急制动开关单元
29673D012010
6
1
10032698
紧急制动带导向的开关杆
OZ
7
1
10032699
带螺栓螺母的限制器
OZ
零件明细表
项目
数量
ID号
具体说明
图纸号
10023410
50KN紧急制动器基本单元
29000D012010
1
1
10021276
50KN紧急制动器的内操纵臂带磨光轴套
27538D012010A
2
1
10021275
50KN紧急制动器的外操纵臂带磨光轴套
27539D012010A
3
1
10013699
液压缸直径90×30
600D012010
4
2
10013907
间隔轴套
2499D012010A
5
1
10016506
液压缸安装座
145D012010C
6
1
10021274
铰链/调整螺旋丝杆
2503D012010C
7
1
10016875
碟簧活塞
147D012010C
8
1
10023417
碟簧活塞
2504D012010
9
8
10018934
销子φ35.0L=55M10用于50KN紧急制动器操纵臂
149D012010B
10
1
10013906
制动器弹簧的心轴
2495D012010B
11
1
10019405
轴φ60H8L=296
13862D012010A
12
2
10018931
垫圈φ170/61S=2.5
153D012010
13
1
10016872
心轴固定板
2498D012010
15
1
10018937
盖板φ80×38×30
2496D012010
16
2
10012717
六角螺母DIN439B-04M36×1.5镀锌
360150V152002
21
2
10001882
六角螺栓DIN933-8.8M10×35镀锌
100035U360902
22
2
10000376
弹簧垫圈DIN128B10镀锌
100000V305003
25
2
10012677
六角螺母DIN934-8M36×1.5镀锌
360015V175402
26
1
10004005
推力球轴承DIN711/1-51208
51208P602001
27
4
10001287
六角螺栓DIN931-8.8M14×80镀锌
140080U350902
28
4
10000380
弹簧垫圈DIN128B14镀锌
140000V305003
29
1
10001084
六角螺栓DIN9618.8M24×1.5×100镀锌公制细螺纹
240101U400402
30
1
10000053
六角螺母DIN934-8M24×1.5镀锌
240015V170402
31
30
10004339
碟形弹簧100×51.0×6.00/8.20DIN2093
276Q0610350
32
2
10000580
圆销钉DIN14818×80镀锌
80080V440900
33
6
10000573
圆销钉DIN14818×50镀锌
80050V440900
43
1
10016063
紧急制动器外刹车片总成装于内操纵臂
21139D012010
44
1
10016064
紧急制动器外刹车片总成装于外操纵臂
21138D012010
45
2
10004325
碟形弹簧60×30.5×2.50/4.30DIN2093
220Q0610350
46
2
10009649
垫圈DIN620IR30×35×20
300P70201
47
1
10007127
六角螺栓8.8M30×255特殊镀锌处理
21191D012010
48
1
10007126
六角螺栓8.8M30×220特殊镀锌处理
21192D012010
49
2
10000200
垫圈DIN7989A30ST镀锌
300000V253802
50
2
10000085
六角锁紧螺母DIN985-8M30镀锌
300000V180402
52
4
10007083
衬套PM6014DX缩短的PM6060DX
28506D012010
53
8
10007115
衬套PM3514DX缩短的PM3530DX
28507D012010
6.1.2、紧急制动器的调整
1)、紧急制动器投入使用前,应彻底清除制动器和制动片上的油脂、涂料、铁锈
2)、释放液压缸的压力
3)、将碟簧组各压缩8mm
①
未压缩时=123mm;压缩到115mm。
②为压缩这8mm的距离,应先拧紧下端的六角螺母
。
③应利用上端的螺母
继续压缩碟簧,在该螺母下部装有一盘推力球滚珠轴承
,可减小摩擦力。
④注意:
心轴
是一个滑杆,因此上、下两部分碟簧的压缩量相等。
4)、退出螺栓
5)、手动打压使液压缸活塞全部伸出,行程30mm
①当打压的压力开始急剧升高时,说明活塞已达到满行程,顶到了活塞室,此时停止打压。
②此时制动器仍然处于关闭状态。
6)、通过六角螺栓
将间隙
调整到2-3mm。
7)、上刹车片间隙
:
①它与间隙
成正比。
②拧进螺栓
将伸出的活塞推回,以打开制动器。
③上刹车片打开,制动器闸翘起,
为零。
④
值应调整为2-4mm(通过六角螺栓
调整)。
8)、下刹车片间隙
:
①用螺栓
进行调整。
②继续拧进螺栓
,下刹车片打开。
③直到间隙
为2-4mm。
9)、泄压使闸闭合:
、
值均为零;
值应为2-3mm。
10)、制动力设定
关闭制动闸,通过螺母
和推力球轴承
,适当的压缩碟簧以获得需要的制动力或制动距离。
11)、设定最大值
在闭合状态下
值应不小于102-104mm(相当于上下两组碟簧各压缩19-21mm)。
检查:
手动打压将制动器打开,活塞全部伸出(30mm行程),油压开始急剧升高,检查
值,
值应不小于96-98mm,油压大约为140bar(75%的压缩量)。
12)、压力设定:
将压力继电器的压力值设定在比打开闸到达
值时的压力高出10-15bar的位置。
13)、允许的最大系统压力:
200bar。
过压溢流阀压力应设定在:
150bar。
如果需要设定更高的压力,设定值最大应不超过180bar。
14)、限位开关
、限位开关操作杆
:
当制动器打开时,开关触点应闭合;而当制动器闭合时,开关触点应打开。
这项调整可以利用限位开关操作杆
完成。
6.1.3、紧急制动器的维护检查项目:
1)、在完成制动距离和刹车调整以后(经过负荷试车),将测量数据记录于下表:
●2)、碟簧组高度
合闸时的
(≥102-104mm)
制动器1
制动器2
制动器3
开闸时的
(≥96-98mm)
●3)、开闸时的压力
4)、制动距离(全速)
●a)、空上/空下
b)、重上/空下
c)、重上/重下
d)、空上/重下
●5)、变速箱输入轴扭距测试
参阅扭距测试部分
●6)、检查刹车片和驱动轮边缘是否清洁,无油脂,无灰尘及其他脏物附着,这些附着物会降低制动力。
●7)、检查刹车片的磨损:
1、刹车片:
新刹车片厚度=15mm,当磨损到还剩10mm时要进行更换。
2、刹车片的磨损会减小制动力,闭合时的弹簧组高度
值应始终保持在负荷试验中的设定值(±2mm)以内。
●8)、检查碟形弹簧:
—应加以润滑,防止生锈;
—在需要时可以拆下碟簧组检查碟簧是否有裂纹。
检查方法可以通过轻轻敲击碟簧或碟簧落在水泥地上发出的声音来判断碟簧是否裂纹;
—听到清脆的“ping”的声音,说明弹簧完好;
—听到沉闷的发钝的声音,说明弹簧已存在裂纹。
●9)、排气
—拆下图600D012010中液压缸上的防尘帽
,松开泄污阀
;
—慢慢地用手打压直到泵出的全部是油,不再有气泡冒出。
●10)、一般检查:
○a)、—各项间隙检查:
、
、
及闭合与打开时的
值。
●b)、—活动部位的润滑;
—锁紧螺母紧固;
—安装部位紧固、调整;
—如果必要的话可以拆开检查;
—注意:
要正确安装碟形弹簧。
○11)、电气检查:
—停车按钮和触发装置
—限位开关功能和开关的位置
—控制盘上的指示灯
建议检查周期:
●第2、3、4a、5、6、7、8、9、10b项:
可每年进行一次,在旺季来临之前;
○第10a和第11项:
开关应每月检查一次,停车按钮每天检查一次。
6.2、工作制动器(C型)
6.2.1、C型工作制动器图纸及其零件明细表(原文所附零件明细表与图不符)
工作制动器手动操作箱图
6.2.2、工作制动器的调整
1)、在制动器投入使用之前,用具有较强溶解能力的溶液彻底清除制动器和刹车片上的油脂、涂料和铁锈;
2)、泄掉压力;
3)、松开六角螺栓(c):
刹车片可以自由活动;
4)、将推进活塞(P)伸出至(H)=大约30mm(通过螺母(e)和(d)将杆(R)拉回),此时制动器闭合;
5)、调整(X)到2-3mm间隙(通过六角螺栓(a));
6)、固定刹车片(拧紧六角螺栓(c));
7)、利用液压压力推动推进活塞使制动器打开:
—推进活塞(P)伸出10-15mm,直到闸臂顶上六角螺栓(a);
—(Y)值应两边相同,约为1-1.5mm,如果不合要求,可以调整六角螺栓(a);
8)、最大设定(制动器应闭合)
—将杆(R)往回拉,直至(H)最大值60mm;
—推进活塞(P)有70mm的行程,只需10mm就可以打开制动器;
9)、最小设定(制动器应闭合)
—将杆(R)调整到(H)最小值5mm;
10)、限位开关
开关(4):
(打开/闭合控制)
制动器打开:
触点闭合
制动器闭合:
触点打开
开关(9):
(刹车片磨损控制)
触点应常闭,只有在限位探针(Z)前伸3mm时才使触点打开(刹车片磨损故障停车)。
11)、手动打开/闭合制动器(D013500)
①—操作手摇泵(5)的手动杆;
②—手动操作箱中的限位开关:
当制动手柄在闭合位置时触点应闭合;
当手动打开制动器时触点应打开。
6.2.3、工作制动器的维护和检查
1)、完成制动距离和制动器调整后(经过负荷试车),将测量数据记录于下表:
●2)、推进活塞
闭合时的(H)(最大60mm)
(最小5mm)
制动器1
制动器2
●3)、压力(与紧急制动器相同)
4)、制动距离(在索道全速情况下):
●a)、空上/空下
b)、重上/空下
c)、重上/重下
d)、空上/重下
●5)、变速箱输入轴扭距测试
参阅扭距测试部分
●6)、检查:
刹车盘和刹车片应清洁,无油脂或其他降低制动力的附着物。
7)、检查刹车片磨损:
●①—刹车片:
新刹车片厚10mm,当磨损至6mm厚度时更换
②—刹车片磨损会降低制动力,闭合时的(H)值应保持在负荷试车时所确定的值±2mm的范围内。
8)、一般检查:
○a)—各间隙:
(X)、(Y)以及闭合时的(H)
●b)—活动部位润滑
—锁紧螺母紧固
—安装部位紧固、调整
—如果需要可将制动器拆开进行检查
9)、排气
●—取下排污螺丝上的防尘帽
—松开排污螺丝
—手动慢慢泵油,直到只有油冒出而不再有气泡
○10)、电气检查:
—检查停车按钮
—检查限位开关及其位置设定
—检查控制盘上的指示灯
建议检查周期:
●第4a、5、6、7、8b、9项:
每年进行一次,在旺季来临前;
○第2、8a、10项:
开关可以每月检查一次,停车按钮每天检查一次。
6.3、无石棉刹车片
6.3.1、无石棉刹车片说明
类型:
Bremskerl6481用于工作制动器和紧急制动器
由于目前已经禁止使用含有石棉的研磨材料,因此开发了一种新型的无石棉刹车片。
这种刹车片只有在全面接触刹车盘时才能发挥100%的作用,形成所谓的摩擦碳层。
基于这个原因,在测试制动器之前应对刹车片进行预磨。
应在无负载并且制动力较小的情况下开始预磨工作,摩擦面的温度大约为200℃(392°F),这会更好的促进摩擦碳层的生成。
在预磨过程中制动器预压紧值不断增大,直到试纸试验证明已经100%磨合。
由于改用的无石棉刹车片更耐磨,因此预磨过程通常比原先的石棉刹车片更长。
刹车片预磨不符合要求就会造成制动器故障。
如果刹车片只是部分接触,那么这部分接触面的压力会很高,进而造成接触面的温度也很高,这会引起粘结剂的破坏,这一部分产生所谓玻璃状表面,进而造成摩擦力的下降。
已经使用中的制动器更换刹车片时,应按上面所述步骤进行预磨,然后将预压紧调整到与最初负荷试车时的制动时间或制动减速度相符合。
6.3.2、工作制动器刹车片预磨
首先确保工作制动器的正确调整,然后依照下面的预磨步骤进行:
第一步(用时3分钟)
⏹松开闸使刹车片轻轻地贴在刹车盘上
⏹在工作制动器关闭状态下运转(把监测开关跨接)
⏹转速控制在300转/分钟,也就是固定抱索器索道对应于0.5米/秒的运行速度,或者是脱挂抱索器索道对应于1米/秒的运行速度
⏹均匀地慢慢地增大接触压力
⏹红色推进器的活塞预伸出5mm(H值)
⏹绿色推进器的活塞预伸出10mm(H值)
⏹注意刹车盘的颜色(不变色)和温度(最大200~250℃),如果需要应中断预磨工作
第二步(用时3分钟)
⏹等刹车盘冷却下来后再次在制动器关闭的状态下运行
⏹磨痕开始加重
⏹注意刹车盘的颜色(不变色)和温度(最大200~250℃),如果需要应中断预磨工作
⏹再次使刹车片冷却
第三步(用时3分钟)
⏹根据第二步的步骤进行
⏹目视观察刹车片表面
⏹a)、可以卸下刹车片底板
⏹b)、或者用碳纸在刹车盘上留个印记
⏹应最少有80%的刹车片表面经过预磨,否则应再重复一遍预磨步骤
6.3.3、紧急制动器刹车片的预磨
紧急制动器刹车片的预磨过程需要3分钟,预磨过程中碟簧应适度压紧(正常压缩量的一半),在制动器抱合的状态下以大约2米/秒的速度运转。
6.4、制动器的扭距测试
1)、在索道空载的情况下测量变速箱输入轴上的转矩,直到制动器发生滑动。
2)、工作制动器
MT(单独)
1
2
3)、紧急制动器
MT(单独)
4)、防反转制动器
MT(单独)
5)、
6)、注意:
测量并记录下面的数据,以便根据测量的扭力扳手值(MT)计算出轴的扭距(MS)。
a=
MT=
b=
c=
7)、扭力扳手型号:
等级:
8)、MS=MT×
=
9)、扭距测试允许定期检查制动器的制动力而不进行负荷测试。
6.5、工作制动器和紧急制动器的制动距离
1)、可行的平均制动距离应该是:
—公制:
S=0.75~1.5×V×V
S:
制动距离单位:
米
V:
绳速单位:
米/秒
—英尺:
S=
S:
制动距离单位:
英尺
V:
绳速单位:
英尺/分钟
2)、上面得到制动距离值只是一个参考,如果钢丝绳抖动允许,可以适当缩短制动距离,重要的是停车过程平稳,不能有过于剧烈不适的钢丝绳抖动。
3)、制动液压系统中的节流阀使得工作制动器滞后于紧急制动器。
4)、更为合理的是单独使用工作停车与同时使用工作/紧急停车应具有相近的适当的制动距离。


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 索道 设备 制动 装置
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《贝的故事》教案4.docx
《贝的故事》教案4.docx
-
《对韵歌》优秀教案8.docx
-
《函数yAsinωx+φ+P图象》wwwnet.docx
-
《静夜思》教学设计.docx
-
《汽车底盘构造与维修》题库与考核标准.docx
-
《世说新语》复习资料.docx
-
《我的服装我做主》教案设计.docx
-
《在品味情感中成长》教学片断设计.docx
-
11造价员《建设工程造价管理基础知识》精讲教程文件.docx
-
《不会叫的狗》教案 人教部编版1.docx
-
《操作系统》二学期A卷及答案.docx
-
《傅雷家书》名著阅读笔记.docx
-
《反不正当竞争法》下互联网平台封禁行为考辨以消费者用户合法权益保护为中心.docx
-
《化工原理》第六章蒸发.docx
-
《蓝海战略》概要11页.docx
-
《人生》读书心得.docx
-
《荷叶圆圆》公开课教案优秀教学设计26.docx
-
《科技出行研究报告》智能网联与新能源将变革未来汽车出行.docx
-
《272 向量的应用举例》导学案1.docx
-
《秋天》评课稿.docx
-
《电算化》第二章会计电算化的工作环境章节练习.docx
-
《室外给排水管道》施组.docx
-
《广东省建筑与装饰工程综合定额》计算规则.docx
-
《我多想去看看》教学.docx
-
《直通车车手基础认证》 考试答案 70题之欧阳育创编.docx
-
7天销量翻10倍皇冠卖家教您玩转最精准流量.docx
-
9 阿长和山海经.docx
-
《比例尺》教案.docx
-
《菜根谭》注译四闲适篇.docx
-
《福尔摩斯探案集》读后感15篇.docx
-
《红对勾》古代诗歌选择题答案补充.docx
-
《课堂密码》读后感及心得精选多篇.docx
-
灯会策划方案.docx
-
康复和健康指导及护理常规.docx
-
北京四中高二上学期英语第一次月考摸底测试题.docx
-
风景园林工程师答辩中级文字版doc.docx
-
田洪梅七年级道德与法治教学设计.docx
-
精品IPO四大类37项重点财务问题分析整理.docx
-
土豪小品串词doc.docx
-
日出印象美术教案.docx
-
老挝矿产分布及中企在老挝的投资现状.docx
-
绝望的主妇剧本.docx
-
企业开复工新冠肺炎疫情常态化防控方案.docx
-
雅马哈 YAMAHA KB290电子琴音色中英文对照表.docx
-
最新北师大版小学一年级下册数学全册教案设计免费下载.docx
-
PS考试试题答案完整版.docx
-
医师资格考试临床执业助理医师资格考试考点总结.docx
-
职业病危害事故应急救援预案之欧阳计创编.docx
-
SMART原则.docx
-
中小企业信用担保机构审计.docx
-
盘点10所名校校徽背后的故事.docx
