 弹簧基本知识.docx
弹簧基本知识.docx
- 文档编号:29438871
- 上传时间:2023-07-23
- 格式:DOCX
- 页数:11
- 大小:38.58KB
弹簧基本知识.docx
《弹簧基本知识.docx》由会员分享,可在线阅读,更多相关《弹簧基本知识.docx(11页珍藏版)》请在冰豆网上搜索。
弹簧基本知识
一.弹簧的种类与作用:
1.弹簧的种类:
弹簧的种类很多,也有各种分类的方法,但都不具决定性:
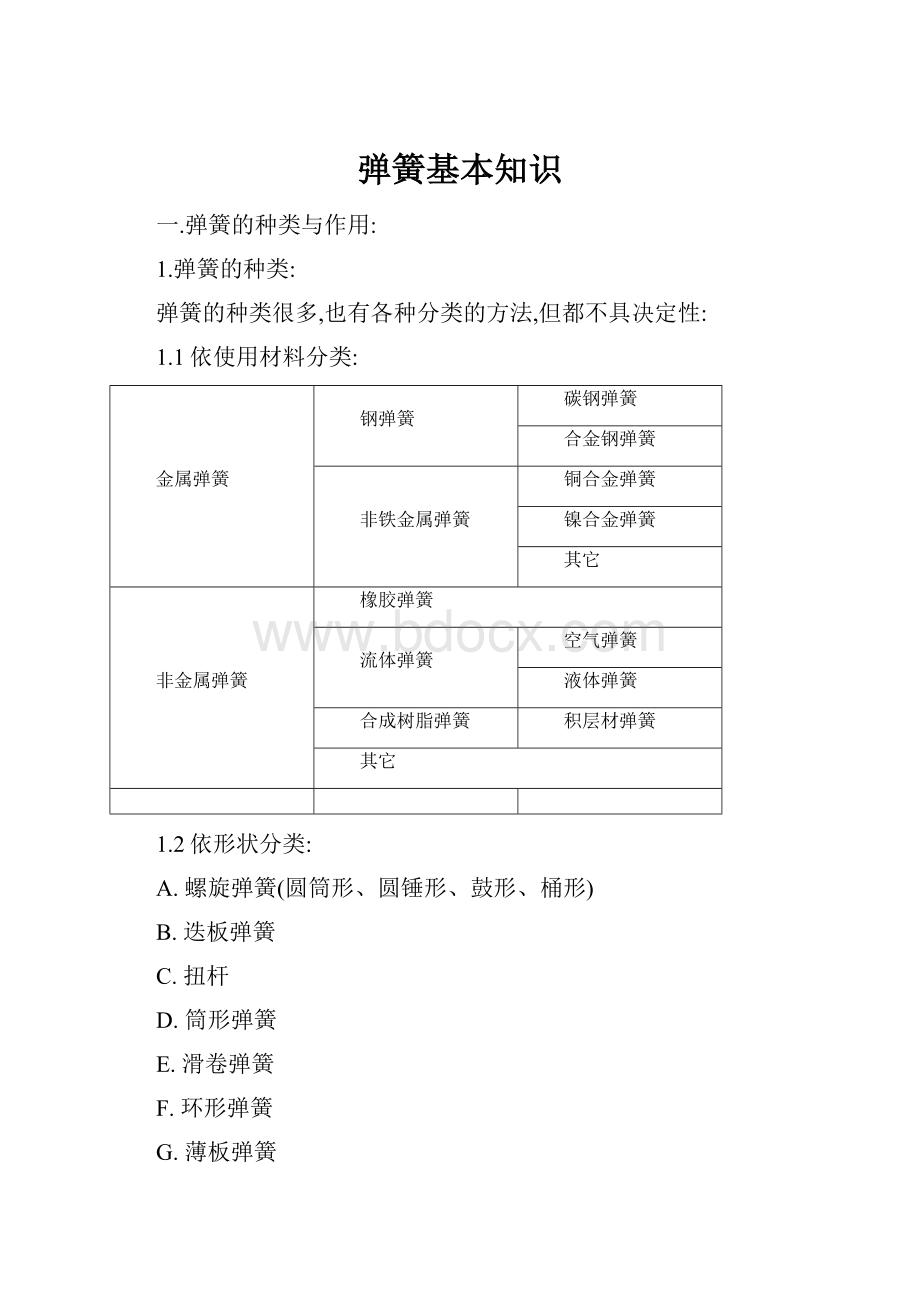
1.1依使用材料分类:
金属弹簧
钢弹簧
碳钢弹簧
合金钢弹簧
非铁金属弹簧
铜合金弹簧
镍合金弹簧
其它
非金属弹簧
橡胶弹簧
流体弹簧
空气弹簧
液体弹簧
合成树脂弹簧
积层材弹簧
其它
1.2依形状分类:
A.螺旋弹簧(圆筒形、圆锤形、鼓形、桶形)
B.迭板弹簧
C.扭杆
D.筒形弹簧
E.滑卷弹簧
F.环形弹簧
G.薄板弹簧
H.盘簧
I.垫圈类(弹簧垫圈:
有齿垫圈、波形垫圈)
J.锯齿形弹簧、扣环等
1.1.依构成弹簧的材料所受应力状态分类:
A.压缩螺旋弹簧
B.拉张螺旋弹簧
C.扭转螺旋弹簧
D.其它螺旋弹簧
E.迭板弹簧
F.扭杆
G.滑形弹簧
H.薄板弹簧
I.盘簧
J.弹簧垫圈
K.线细工弹簧
L.扣环
M.环形弹簧
2.弹簧的作用:
弹簧乃机械要素之一,作成适当的形状,充分利用材料的弹性,吸收能量的能力,因而只要是弹性体,即可用为材料,极端而言,轨道、桥梁之类的构造物也可以说是一种弹簧作用,但是,用为一般机械要素的弹簧若用弹性范围少的材料,则会因小外力或变形而超越弹性限度,清除外力后仍残留变形,减少弹簧的作用;因而,弹性材料首须要求弹性越大,——亦即弹性限度高,实用上常用金属弹簧;
二.材料的选择:
弹簧是极度利用弹簧材料的弹性,当然是弹性愈高的材料愈好,不过,在实际使用时,其材料还要求物理、化学机械性性质等条件而取舍,一般其考虑因素:
1.弹性限度:
弹性限度是对材料旋加某力而变形后,消除该力时,不残留变形的最大力所相对的应力,很难测定,但相对抗拉强度高的材料,其弹性限度高,同时可通过热处理或冷间加工来改变弹性限度;
2.弹性系数:
对弹簧材料施力,产生单位应变时的应力称为弹性系数,此值为弹簧设计的基体,弹簧材料的弹性系数主要取决于其化学成分,因热处理、冷间加工而稍有变化,使用温度高时会大减少;
3.疲劳强度:
疲劳强度与材料的抗拉强度有一定关系,但因表面状态、脱碳、冷间加工、热处理而变化,这些条件因材料的制造方法,弹簧的制造方法而变化;
4.淬火性:
大形弹簧为了提高淬火效果,需要淬火性良好的材料,淬火性取决于材料的化学成分;
5.形状尺寸:
弹簧材料的机械性性质因尺寸而异,得不到特殊尺寸,形状,颇受限制;
6.耐热性:
有的弹簧在某种程度的高温使用,通常弹簧材料的各种机械性性质随着温度的上升而减少,在某种温度以上时,弹簧特性减少,耐热性因材料的化学成分,制造方法而异;
7.耐蚀性:
有时弹簧会在腐蚀环境下使用,会腐蚀疲劳的现象,耐蚀性主要取决于其化学成分,但也也会因热处理、冷间加工而有异;
8.电传导度:
电气器具、通信等常兼用为电传导,此时可用黄铜、磷铜、铍铜等铜合金属弹簧材料
9.热膨胀性:
钟表的发簧等等很忌温度变化所致的伸缩,此时要用特殊材料;
10.其他要求:
还有结晶粒的大小、偏析、非磁性、非金属介在物,伤痕,热处理变形,加工性,耐塞性等种问题;
三.弹簧一般用线材:
1.琴钢线:
(Pianowire)
是用琴钢线材施行韧化处理,藉强力抽线加工,赋予良好的尺寸精度,良好的表面肌肤,高度机械性性质,韧化是将高碳钢线在变态点以上的温度连续加热约500℃的熔铅等中冷却,作成富加工性的组织;
A.SWPA——抗拉强度较低
B.SWPB——抗拉强度较高;
抗拉强度因线径而异,线径细,抗拉强度一般较高;
2.硬钢线:
(碳钢线)——HardDrawnSteelWire
使用硬钢线材韧化处理后,借冷间抽线加工制造,素材及加工都没有琴钢线那么严格,良质者有时不亚于琴钢线,不过,其不均度通常大于琴钢线,广用于反复次数不多之弹簧,无冲击荷重的弹簧;
2.1SWC60C含碳量较低
2.2SWC80C含碳量较高,应用广泛
3.不锈钢线——Stainlesssteelwire
不锈钢线有软质线与硬质线,弹簧用者为硬质线,这是将不锈钢线材为火、酸洗、强力冷间线作成,耐蚀性优良,但也有利于需要耐热性,非磁性的场合,为了扩大抗拉强度而增大含碳量,抽线加工度,所以抗拉强度太高则可能有应力腐蚀,易带磁性;
3.1SUS304
3.2SUS316(不带磁性)
3.3不锈钢材有202、205、303、304、308、316、410、420、430
一般用于弹簧:
SUS302、SUS304、SUS316
4.铜合金系弹材料——导电性良好,耐蚀性良好,不过耐热性系数小,耐热性少;
4.1.磷青铜线(C5101W):
实用的弹簧用磷青铜为含Sn3~5.5,5.5~77~9%三种Cu合金,为除去氧化物而易伸长起见,加少量P为脱脂剂,加工后的弹簧宜低温退火约250℃.
4.2.黄铜线(C2680W):
弹簧用黄铜为Cu70%,Zn30%的7~3黄铜,抗拉强度低;
4.3.白铜线Ni18%Zn27%Cu55%的合金,强度大,弹簧特性良好,加工后约在350℃低温退火;
4.4.铍铜:
在铜合金材料中,性能最优良,弹簧弹性好,耐高温;
5.电镀钢线:
视客户需求,其素材有SWC、SWP、SUS
镀锌线镀锡线镀镍线镀金线
BATT线:
(素材为SUS)
6.其它线材:
铜包线电热线铁线漆包线
四.热处理(低温退火)——发蓝
弹簧的热处理,可提高材料的弹簧性能或补助性能,消除弹簧的应力,但因弹簧材料种类多,热处理方法随之而异。
热处理是为了改善钢的外观或耐蚀性而暴露于适当温度的空气,水蒸气,化学药品等,在表面形成蓝色氧化物膜的场合,为了提高弹簧的弹性限度,疲劳限度,强度,硬度等,而在200-400℃低温加热的场合。
要提高弹性限度时用200-250℃,要提高疲劳限度时用300-380℃,不过受钢的化学成份,冷间加工度影响。
五.不同材质热处理后的变化:
1.SWC80C.60C及SWPB.SWPA材质热处理过后:
1.1.颜色转浅咖啡色
1.2.角度内收缩(圈数增加)
1.3.内圈内径变小
1.4.各加工角度微变化
1.5.长度变长(自由长)
1.6.力量一般变强(视弹簧结构而定)
2.SUS材料热处理过后:
2.1颜色一般不变化,也有变黄现象
2.2角度外扩张,圈数减少
2.3肉身内径变大
2.4各加工角度微变化
2.5力量一般减弱(视弹簧结构而有异)
2.6自由长变短
六.防锈油、脱脂剂、汽油的目的与用途:
1.防锈油:
目的:
防止热处理后的弹簧氧化生锈;
用途:
凡是热处理后而勿须电镀碳钢线产品,表面均须做防锈处理,用喷枪将适量的
防锈油均匀的喷施在制品表面;
2.脱脂剂:
目的:
清理弹簧表面油污;
用途:
平衡杆及表面油污较多的弹簧均须用脱脂剂清洗,清洗后的弹簧干净且有光泽;
注意:
脱脂剂清洗后之弹簧须赶紧热处理或烘干,若洗后置入太久则弹簧反而会生
锈。
3.汽油:
目的:
清理弹簧表面柴油及其它杂物;
用途:
主要用来清洗镀镍线制弹簧,因镀镍线制弹簧用脱脂剂清洗会容易生锈,而且
经汽油清洗后增强了导电性,并易于焊接。
注意:
汽油清洗后,遇高温会着火,最好使其自然挥发后再热处理。
七.热处理流程图:
说明:
1.振动须切口圆满无毛刺,角度、长度与图面符合;
2.试温按图面要求,用光标卡尺、投影机、拉力测试机测量;
3.试温发现异常,呈报上级核准后热处理。
八.弹簧的认识:
1.压簧:
因压缩而产生反弹力
2.拉簧:
因拉伸而产生力量,一般都是密合的
3.扭簧:
因扭转而产生反弹力
4.勾簧:
因弯曲而产生反弹力
5.其它类:
九.弹簧专业名词解释及术语:
1.线径:
(WireDiameter),英文缩写WD:
记号d,制作弹簧时所用材料的圆径(外径),称之为线径,一般指线型圆径材料;
2.内径:
(InsideDiameter)英文缩写ID,记号D1,线材径加工卷成圆环之形状,其圆内围之直径,不包括两端线在内,单位M/M;
3.外径(OutsideDiameter),英文缩写OD,记号D2,如上述其圆外围之直径,包括两端线在内,OD=ID+2WD;
4.中心径(Diameter),英文缩写D,又称平均径,平心径、内径与外径的平均值(ID+OD)/2,即线圈一端的中心点,通过圆心至另一端中心点之间的距离,单位M/M;
5.有效圈数(Activecoils),英文缩写AC,记号Na,弹簧有效作用的圈数,不包括座圈在内;
6.总圈数(Totaccoils),英文缩写T.C,记号Nt,从弹簧的一端到另一端的圈数的总和,称为总圈数,总圈数=有效圈数+座圈;
7.座圈:
压缩弹簧两接触支持面部分与接着其相邻螺旋线的部分,且无弹力作用的圈
数,称之为座圈;
8.旋向:
弹簧旋转之方向,分左、右向,左向:
Lefthand,右向:
Righthand;
9.自由长(L)自由高(H):
弹簧在未受外力作用时,原有制作的长(高)度,单位M/M;
10.密着高(Hs):
弹簧作用至无自由圈数,完全密接的高度,称为密着高,单位M/M;
11.直角度:
弹簧(一般指压缩弹簧)成型后,其端面通常无法完全成平面,其切断处均含高出,故置于平面上略呈倾斜状态,其与平面所成的三角度,称之为直角度,一般直角度要求90°~93°之间时,须研磨,修理两端高出部分;
12.荷重(P):
指螺旋弹簧加外力于某一作用长度后,所需要的力量称之为荷重,单位克
(kgf),或者牛顿(N);
13.表面处理(Finish):
为达到美观目的或者为防止生锈,防止氧化,或者为提高焊接能
力而采取的一种工艺;
14.螺距:
记号P又称节距(压缩弹簧中一圈到另一圈中心径距离);
15.初张力:
记号Pi单位kgf;
16.初应力:
记号Vi,单位kgf/mm2
17.扭转力距即扭距,记号M,单位:
kgf-mm;
18.扭转角度:
记号(d),单位度(rad);
19.常用化学元素符号:
Zn锌Fe铁 O氧 Ni镍 Na钠 C碳 Au金 Pb铅
B硼Ag银 P磷 I碘Cr铬Li锂W钨Cu铜
Mn锰 Si硅S硫 Mo钥 Ca钙H氢
十.卷向识别:
右旋
左旋
依据:
本体斜方向右上方
依据:
本体斜方向左上方
此法比较适合于螺旋形压簧图面及实物卷向的识别
右旋
左旋
依据:
从上往下,由切断面开始顺着螺旋方向,顺时针为右旋
依据:
从上往下,由切断面开始顺着螺旋方向,逆时针为左旋
此法比较适合于螺旋形压簧图面及实物卷向的识别
十一.弹簧尺寸与力量之关系:
1.压簧
A.线径越大,力量越强;
B.外径越小,力量越强;
C.长度越大,力量越强;
D.圈数越多,力量越小。
2.扭簧
A.线径越粗,力量越强;
B.圈数越多,力量越小;
C.角度越大,力量越强;
3.拉簧
A.线径越粗,力量越强;
B.外径越小,力量越强;
C.圈数越多,力量越小;
D.长度越长,力量越小。
十二.电镀之种类:
1.种类:
A.镀镍(黑镍、白镍)
B.化学镍(又称无电解镍)
C.镀金(真金、仿金)
D.镀铜(红铜、黄铜)另有镍底红铜光泽度比镀红铜亮
E.镀锌(黑锌、白锌、蓝锌)
F.染黑(又称煲黑)
G.镀铬
H.镀银
2.方式:
A.滚镀:
滚筒滚动翻转,用电解式电镀,产品易纠结、变形则不适用。
B.挂镀:
单PCS吊镀,一般适用较大易操作吊挂产品。
3.浸泡式:
上下摇动,染黑,化学镍(无电解镍)属于浸泡式,此方式不像滚镀,易造成产品纠结变形。
十三.其他表面处理:
1.研磨、抛光
产品抛光研磨后可去除表层之油污,增加表面之光洁度,同时可去除切断面之毛刺,主要的抛光研磨是对不易生锈之SUS材质或研磨后要电镀之产品,产品研磨前一般要进行热处理,避免研磨变形发生;
2.珠击
产品珠击是为消除其应力而用小钢珠(0.4mm~1.2mm)变速冲击表面,在表面产生压缩残留应力的一种处理方式,经珠击后的弹簧,可有效改善材料的疲劳强度;
3.磷酸盐包覆
是产品经过磷化剂溶液浸泡或喷涂,使产品表面形成一种磷化膜而增强抗蚀性之处理方式;
4.钝化
产品经钝化剂浸泡而在产品表面形成一种抗氧化膜之处理方式。


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 弹簧 基本知识
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《贝的故事》教案4.docx
《贝的故事》教案4.docx
-
《对韵歌》优秀教案8.docx
-
《函数yAsinωx+φ+P图象》wwwnet.docx
-
《静夜思》教学设计.docx
-
《汽车底盘构造与维修》题库与考核标准.docx
-
《世说新语》复习资料.docx
-
《我的服装我做主》教案设计.docx
-
《在品味情感中成长》教学片断设计.docx
-
11造价员《建设工程造价管理基础知识》精讲教程文件.docx
-
《不会叫的狗》教案 人教部编版1.docx
-
《操作系统》二学期A卷及答案.docx
-
《傅雷家书》名著阅读笔记.docx
-
《反不正当竞争法》下互联网平台封禁行为考辨以消费者用户合法权益保护为中心.docx
-
《化工原理》第六章蒸发.docx
-
《蓝海战略》概要11页.docx
-
《人生》读书心得.docx
-
《荷叶圆圆》公开课教案优秀教学设计26.docx
-
《科技出行研究报告》智能网联与新能源将变革未来汽车出行.docx
-
《272 向量的应用举例》导学案1.docx
-
《秋天》评课稿.docx
-
《电算化》第二章会计电算化的工作环境章节练习.docx
-
《室外给排水管道》施组.docx
-
《广东省建筑与装饰工程综合定额》计算规则.docx
-
《我多想去看看》教学.docx
-
《直通车车手基础认证》 考试答案 70题之欧阳育创编.docx
-
7天销量翻10倍皇冠卖家教您玩转最精准流量.docx
-
9 阿长和山海经.docx
-
《比例尺》教案.docx
-
《菜根谭》注译四闲适篇.docx
-
《福尔摩斯探案集》读后感15篇.docx
-
《红对勾》古代诗歌选择题答案补充.docx
-
《课堂密码》读后感及心得精选多篇.docx
-
大体积混凝土浇筑及养护作业指导书.docx
-
飞花令含花字的诗词范文合集修改版.docx
-
服务城市行动计划.docx
-
沉井泵房施工组织设计文档.docx
-
大学《JAVA语言程序设计》期末考试试题及答案.docx
-
服务组织及技术措施方案.docx
-
成本会计实务品种法核算实训资料.docx
-
大学生创业职业生涯规划书.docx
-
附表二电子商务专业培养方案调研报告.docx
-
大学生寒假社会实践报告字范文.docx
-
成都铁路局营业线施工及安全管理实施细则.docx
-
大学生实习心得体会15篇.docx
-
富民强镇建设全面小康工作总结与对党委委员候选人的考察报告8篇汇编.docx
-
成人高考专升本英语考试模拟试题及答汇总.docx
-
钢结构工程施工流及安全管理注意事项新编版.docx
-
大学生心理素质做情绪的主人修改版.docx
-
抽样方法一简单随机抽样doc.docx
-
钢丝绳安全管理办法标准版本.docx
-
大学新生个人军训感言.docx
