 01 钢芯铝绞线专用技术规范.docx
01 钢芯铝绞线专用技术规范.docx
- 文档编号:29577701
- 上传时间:2023-07-24
- 格式:DOCX
- 页数:32
- 大小:26.14KB
01 钢芯铝绞线专用技术规范.docx
《01 钢芯铝绞线专用技术规范.docx》由会员分享,可在线阅读,更多相关《01 钢芯铝绞线专用技术规范.docx(32页珍藏版)》请在冰豆网上搜索。
01钢芯铝绞线专用技术规范
导线、地线
技术规范
1标准技术参数
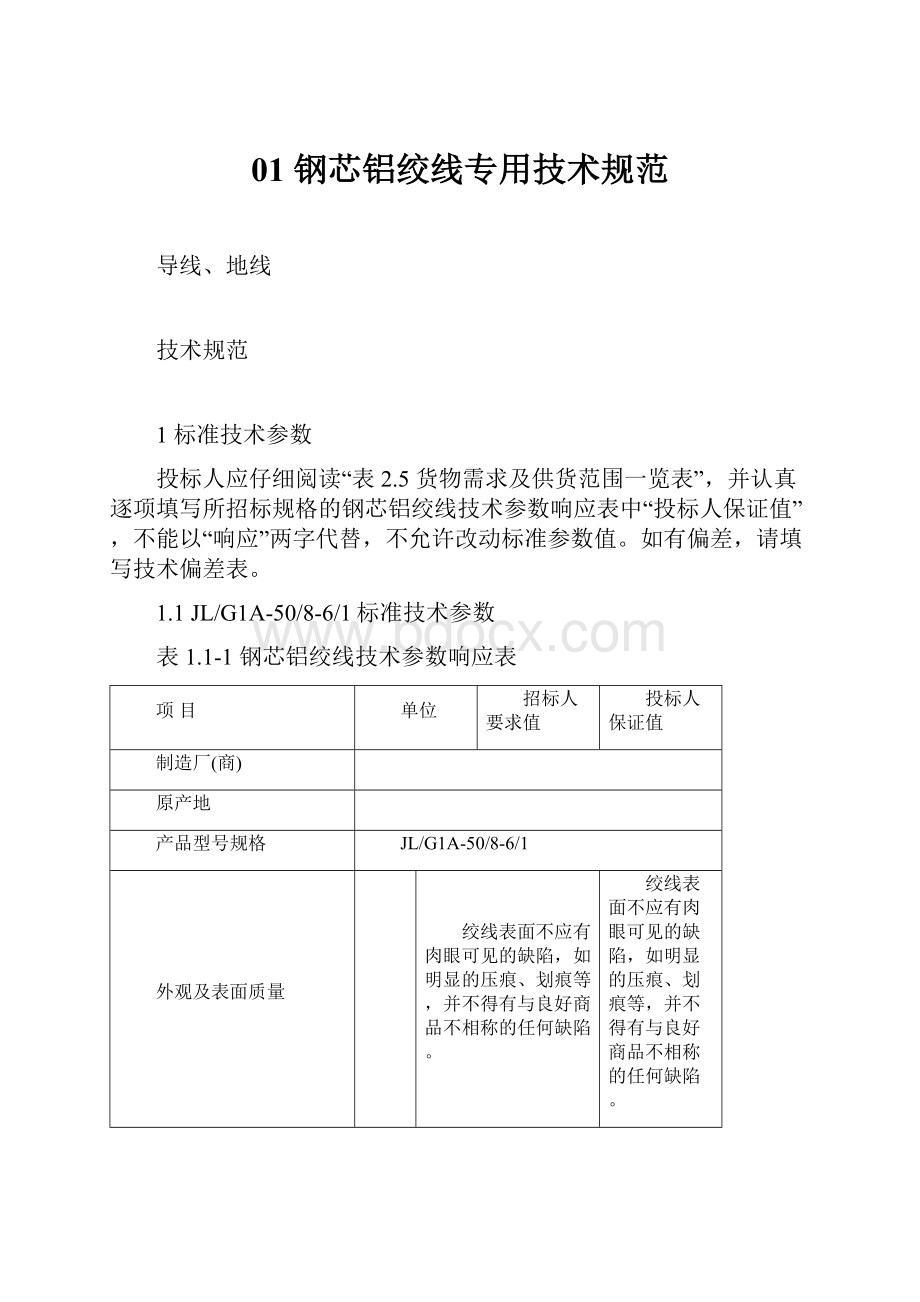
投标人应仔细阅读“表2.5货物需求及供货范围一览表”,并认真逐项填写所招标规格的钢芯铝绞线技术参数响应表中“投标人保证值”,不能以“响应”两字代替,不允许改动标准参数值。
如有偏差,请填写技术偏差表。
1.1JL/G1A-50/8-6/1标准技术参数
表1.1-1钢芯铝绞线技术参数响应表
项目
单位
招标人要求值
投标人保证值
制造厂(商)
原产地
产品型号规格
JL/G1A-50/8-6/1
外观及表面质量
绞线表面不应有肉眼可见的缺陷,如明显的压痕、划痕等,并不得有与良好商品不相称的任何缺陷。
绞线表面不应有肉眼可见的缺陷,如明显的压痕、划痕等,并不得有与良好商品不相称的任何缺陷。
结
构
铝单线
股数/直径
根/mm
6/3.2
6/3.2
镀锌钢线
股数/直径
根/mm
1/3.2
1/3.2
计算截面积
合计
mm2
56.297
56.297
铝
mm2
48.252
48.252
钢
mm2
8.042
8.042
外径
mm
9.6
9.6
单位长度质量
kg/km
195.1
195.1
20℃时直流电阻
Ω/km
≤0.5946
≤0.5946
额定抗拉力
kN
≥16.87
≥16.87
弹性模量
GPa
105.0
105.0
线膨胀系数
1/℃
15.3×10-6
15.3×10-6
节径比
钢芯1根层
/
1
1
铝线内层
/
/
/
铝线邻外层
/
/
/
铝线外层
/
6
6
对于有多层的绞线
/
任何层的节径比应不大于紧邻内层的节径比
任何层的节径比应不大于紧邻内层的节径比
绞向
外层
/
右向
右向
其它层
/
相邻层绞向应相反
相邻层绞向应相反
每盘线长
m
2500
2500
线长偏差
正
%
0.5
0.5
负
%
0
0
每盘绞线净重
kg
/
/
每盘绞线毛重
kg
/
/
蠕变特性
试验张力
25%
RTS
40%
RTS
25%
RTS
40%
RTS
10年蠕变量
%
20年蠕变量
%
钢芯无接头,外层铝线不允许有接头,其它层应满足GB/T1179-2008的要求,接头采用冷压焊接,强度不低于130MPa。
表1.1-2铝单线技术参数响应表
项目
单位
招标人要求值
投标人保证值
制造厂(商)
原产地
外观及表面质量
表面应光洁,并不得有与良好的商品不相称的任何缺陷。
表面应光洁,并不得有与良好的商品不相称的任何缺陷。
直径
mm
3.20
3.20
直径允许偏差
正
mm
0.03
0.03
负
mm
0
0
20℃时直流电阻率
nΩ·m
≤28.264
≤28.264
抗拉强度
绞前
MPa
≥170
≥170
绞后
MPa
≥162
≥162
接头抗拉强度(冷压焊)
MPa
≥130
≥130
计算截面积
mm2
8.042
8.042
单位长度质量
kg/km
21.74
21.74
卷绕
/
1d卷绕8圈,退6圈,重新紧密卷绕,铝线不得断裂。
1d卷绕8圈,退6圈,重新紧密卷绕,铝线不得断裂。
表1.1-3镀锌钢线技术参数响应表
项目
单位
招标人要求值
投标人保证值
制造厂(商)
原产地
外观及表面质量
镀锌钢线应较光洁,并且不应有与良好的商品不相称的所有缺陷。
镀锌钢线应较光洁,并且不应有与良好的商品不相称的所有缺陷。
直径
mm
3.20
3.20
直径允许偏差
正
%
0
0
负
%
0.032
0.032
抗拉强度
绞前
MPa
≥1310
≥1310
绞后
MPa
≥1245
≥1245
1%伸长应力
MPa
≥1170
≥1170
伸长率(标距250mm)
%
≥3.5
≥3.5
扭转(L=100d)
次/360º
≥14
≥14
镀锌层质量
g/m2
≥245
≥245
卷绕试验
d/8圈
1倍钢丝直径紧密卷绕8圈,镀锌钢线应不断裂。
1倍钢丝直径紧密卷绕8圈,镀锌钢线应不断裂。
镀锌层附着性
d/8圈
4倍钢丝直径紧密卷绕8圈,镀锌层应牢固的附着在钢线上而不开裂,或用手指摩擦锌层不会产生脱落的起皮。
4倍钢丝直径紧密卷绕8圈,镀锌层应牢固的附着在钢线上而不开裂,或用手指摩擦锌层不会产生脱落的起皮。
镀锌层连续性
/
用肉眼观察镀锌层应没有孔隙,镀锌层应较光洁、厚度均匀,并与良好的商品实践相一致。
用肉眼观察镀锌层应没有孔隙,镀锌层应较光洁、厚度均匀,并与良好的商品实践相一致。
计算截面积
mm2
8.043
8.043
单位长度质量
kg/km
62.575
62.575
1.2JL/G1A-70/10-6/1标准技术参数
表1.2-1钢芯铝绞线技术参数响应表
项目
单位
招标人要求值
投标人保证值
制造厂(商)
原产地
产品型号规格
JL/G1A-70/10-6/1
外观及表面质量
绞线表面不应有肉眼可见的缺陷,如明显的压痕、划痕等,并不得有与良好商品不相称的任何缺陷。
绞线表面不应有肉眼可见的缺陷,如明显的压痕、划痕等,并不得有与良好商品不相称的任何缺陷。
结
构
铝单线
股数/直径
根/mm
6/3.8
6/3.8
镀锌钢线
股数/直径
根/mm
1/3.8
1/3.8
计算截面积
合计
mm2
79.39
79.39
铝
mm2
68.05
68.05
钢
mm2
11.34
11.34
外径
mm
11.4
11.4
单位长度质量
kg/km
275.2
275.2
20℃时直流电阻
Ω/km
≤0.4217
≤0.4217
额定抗拉力
kN
≥23.39
≥23.39
弹性模量
GPa
105.0
105.0
线膨胀系数
1/℃
15.3×10-6
15.3×10-6
节径比
钢芯1根层
/
1
1
铝线内层
/
/
/
铝线邻外层
/
/
/
铝线外层
/
6
6
对于有多层的绞线
/
任何层的节径比应不大于紧邻内层的节径比
任何层的节径比应不大于紧邻内层的节径比
绞向
外层
/
右向
右向
其它层
/
相邻层绞向应相反
相邻层绞向应相反
每盘线长
m
2500
2500
线长偏差
正
%
0.5
0.5
负
%
0
0
每盘绞线净重
kg
/
/
每盘绞线毛重
kg
/
/
蠕变特性
试验张力
25%
RTS
40%
RTS
25%
RTS
40%
RTS
10年蠕变量
%
20年蠕变量
%
钢芯无接头,外层铝线不允许有接头,其它层应满足GB/T1179-2008的要求,接头采用冷压焊接,强度不低于130MPa。
表1.2-2铝单线技术参数响应表
项目
单位
招标人要求值
投标人保证值
制造厂(商)
原产地
外观及表面质量
表面应光洁,并不得有与良好的商品不相称的任何缺陷。
表面应光洁,并不得有与良好的商品不相称的任何缺陷。
直径
mm
3.8
3.8
直径允许偏差
正
mm
0.03
0.03
负
mm
0
0
20℃时直流电阻率
nΩ·m
≤42.17
≤42.17
抗拉强度
绞前
MPa
≥170
≥170
绞后
MPa
≥162
≥162
接头抗拉强度(冷压焊)
MPa
≥130
≥130
计算截面积
mm2
8.042
8.042
单位长度质量
kg/km
25.82
25.82
卷绕
/
1d卷绕8圈,退6圈,重新紧密卷绕,铝线不得断裂。
1d卷绕8圈,退6圈,重新紧密卷绕,铝线不得断裂。
表1.2-3镀锌钢线技术参数响应表
项目
单位
招标人要求值
投标人保证值
制造厂(商)
原产地
外观及表面质量
镀锌钢线应较光洁,并且不应有与良好的商品不相称的所有缺陷。
镀锌钢线应较光洁,并且不应有与良好的商品不相称的所有缺陷。
直径
mm
3.80
3.80
直径允许偏差
正
%
0
0
负
%
0.032
0.032
抗拉强度
绞前
MPa
≥1310
≥1310
绞后
MPa
≥1245
≥1245
1%伸长应力
MPa
≥1170
≥1170
伸长率(标距250mm)
%
≥3.5
≥3.5
扭转(L=100d)
次/360º
≥14
≥14
镀锌层质量
g/m2
≥245
≥245
卷绕试验
d/8圈
1倍钢丝直径紧密卷绕8圈,镀锌钢线应不断裂。
1倍钢丝直径紧密卷绕8圈,镀锌钢线应不断裂。
镀锌层附着性
d/8圈
4倍钢丝直径紧密卷绕8圈,镀锌层应牢固的附着在钢线上而不开裂,或用手指摩擦锌层不会产生脱落的起皮。
4倍钢丝直径紧密卷绕8圈,镀锌层应牢固的附着在钢线上而不开裂,或用手指摩擦锌层不会产生脱落的起皮。
镀锌层连续性
/
用肉眼观察镀锌层应没有孔隙,镀锌层应较光洁、厚度均匀,并与良好的商品实践相一致。
用肉眼观察镀锌层应没有孔隙,镀锌层应较光洁、厚度均匀,并与良好的商品实践相一致。
计算截面积
mm2
11.34
11.34
单位长度质量
kg/km
74.31
74.31
1.3JL/G1A-95/15-26/7标准技术参数
表1.3-1钢芯铝绞线技术参数表
项目
单位
招标人要求值
投标人保证值
制造厂(商)
原产地
产品型号规格
JL/G1A-95/15-26/7
外观及表面质量
/
绞线表面不应有肉眼可见的缺陷,如明显的压痕、划痕等,并不得有与良好商品不相称的任何无缺陷。
绞线表面不应有肉眼可见的缺陷,如明显的压痕、划痕等,并不得有与良好商品不相称的任何无缺陷。
结
构
铝单线
股数/直径
根/mm
26/2.15
26/2.15
镀锌钢线
股数/直径
根/mm
7/1.67
7/1.67
计算截面积
合计
mm2
109.72
109.72
铝
mm2
94.39
94.39
钢
mm2
15.33
15.33
外径
mm
13.61
13.61
单位长度质量
kg/km
380.8
380.8
20℃时直流电阻
Ω/km
≤0.3058
≤0.3058
额定抗拉力
kN
≥35.00
≥35.00
弹性模量
GPa
105.0
105.0
线膨胀系数
1/℃
15.3×10-6
15.3×10-6
节径比
钢芯6根层
/
16~26
16~26
铝线内层
/
/
/
铝线邻外层
/
/
/
铝线外层
/
10~12
10~12
对于有多层的绞线
/
任何层的节径比应不大于紧邻内层的节径比
任何层的节径比应不大于紧邻内层的节径比
绞向
外层
/
右向
右向
其它层
/
相邻层绞向应相反
相邻层绞向应相反
每盘线长
m
2500
2500
线长偏差
正
%
0.5
0.5
负
%
0
0
每盘绞线净重
kg
每盘绞线毛重
kg
蠕变特性
试验张力
25%
RTS
40%
RTS
25%
RTS
40%
RTS
10年蠕变量
20年蠕变量
钢芯无接头,外层铝线不允许有接头,其它层应满足GB/T1179-2008的要求,接头采用冷压焊接,强度不低于130MPa。
表1.3-2铝单线技术参数表
项目
单位
标准参数值
投标人保证值
制造厂(商)
原产地
外观及表面质量
/
表面应光洁,并不得有与良好的商品不相称的任何缺陷。
表面应光洁,并不得有与良好的商品不相称的任何缺陷。
直径
mm
2.15
2.15
直径允许偏差
正
mm
0.032
0.032
负
mm
0.032
0.032
20℃时直流电阻率
nΩ·m
≤28.264
≤28.264
抗拉强度
绞前
MPa
≥165
≥165
绞后
MPa
≥157
≥157
接头抗拉强度(冷压焊)
MPa
≥130
≥130
计算截面积
mm2
3.63
3.63
单位长度质量
kg/km
12.24
12.24
卷绕
1d
1d卷绕8圈,退6圈,重新紧密卷绕,铝线不得断裂。
1d卷绕8圈,退6圈,重新紧密卷绕,铝线不得断裂。
表1.3-3镀锌钢线技术参数表
项目
单位
标准参数值
投标人保证值
制造厂(商)
原产地
外观及表面质量
镀锌钢线应较光洁,并且不应有与良好的商品不相称的所有缺陷。
镀锌钢线应较光洁,并且不应有与良好的商品不相称的所有缺陷。
直径
mm
1.67
1.67
直径允许偏差
正
0.05
0
0
负
0.05
0.0167
0.0167
抗拉强度
绞前
≥1340
≥1340?
≥1340?
绞后
≥1273
≥1273?
≥1273?
1%伸长应力
MPa
≥1170
≥1170
伸长率(标距250mm)
%
≥3.5
≥3.5
扭转(L=100d)
次/360º
≥14
≥14
镀锌层质量
g/m2
≥245
≥245
卷绕试验
1d/8圈
1倍钢丝直径紧密卷绕8圈,镀锌钢线应不断裂。
1倍钢丝直径紧密卷绕8圈,镀锌钢线应不断裂。
镀锌层附着性
4d/8圈
4倍钢丝直径紧密卷绕8圈,镀锌层应牢固的附着在钢线上而不开裂,或用手指摩擦锌层不会产生脱落的起皮。
4倍钢丝直径紧密卷绕8圈,镀锌层应牢固的附着在钢线上而不开裂,或用手指摩擦锌层不会产生脱落的起皮。
镀锌层连续性
用肉眼观察镀锌层应没有孔隙,镀锌层应较光洁、厚度均匀,并与良好的商品实践相一致。
用肉眼观察镀锌层应没有孔隙,镀锌层应较光洁、厚度均匀,并与良好的商品实践相一致。
计算截面积
mm2
单位长度质量
kg/km
1.4JL/G1A-120/20-26/7标准技术参数
表1.4-1钢芯铝绞线技术参数表
项目
单位
招标人要求值
投标人保证值
制造厂(商)
原产地
产品型号规格
JL/G1A-120/20-26/7
外观及表面质量
/
绞线表面不应有肉眼可见的缺陷,如明显的压痕、划痕等,并不得有与良好商品不相称的任何无缺陷。
绞线表面不应有肉眼可见的缺陷,如明显的压痕、划痕等,并不得有与良好商品不相称的任何无缺陷。
结
构
铝单线
股数/直径
根/mm
26/2.38
26/2.38
镀锌钢线
股数/直径
根/mm
7/1.85
7/1.85
计算截面积
合计
mm2
134.49
134.49
铝
mm2
115.67
115.67
钢
mm2
18.82
18.82
外径
mm
15.1
15.1
单位长度质量
kg/km
466.1
466.1
20℃时直流电阻
Ω/km
≤0.2496
≤0.2496
额定抗拉力
kN
≥42.26
≥42.26
弹性模量
GPa
76
76
线膨胀系数
1/℃
18.9×10-6
18.9×10-6
节径比
钢芯6根层
/
16~26
16~26
铝线内层
/
―――
―――
铝线邻外层
/
―――
―――
铝线外层
/
10~12
10~12
对于有多层的绞线
/
任何层的节径比应不大于紧邻内层的节径比
任何层的节径比应不大于紧邻内层的节径比
绞向
外层
/
右向
右向
其它层
/
相邻层绞向应相反
相邻层绞向应相反
每盘线长
m
2500
2500
线长偏差
正
%
0.5
0.5
负
%
0
0
每盘绞线净重
kg
每盘绞线毛重
kg
(投标人提供)
蠕变特性
试验张力
25%
RTS
40%
RTS
25%
RTS
40%
RTS
10年蠕变量
20年蠕变量
钢芯无接头,外层铝线不允许有接头,其它层应满足GB/T1179-2008的要求,接头采用冷压焊接,强度不低于130MPa。
表1.4-2铝单线技术参数表
项目
单位
招标人要求值
投标人保证值
制造厂(商)
原产地
外观及表面质量
/
表面应光洁,并不得有与良好的商品不相称的任何缺陷。
表面应光洁,并不得有与良好的商品不相称的任何缺陷。
直径
mm
2.38
2.38
直径允许偏差
正
mm
0.024
0.024
负
mm
0
0
20℃时直流电阻率
nΩ·m
≤28.264
≤28.264
抗拉强度
绞前
MPa
≥175
≥175
绞后
MPa
≥166
≥166
接头抗拉强度(冷压焊)
MPa
≥130
≥130
计算截面积
mm2
4.45
4.45
单位长度质量
kg/km
12.01
12.01
卷绕
1d
1d卷绕8圈,退6圈,重新紧密卷绕,铝线不得断裂。
1d卷绕8圈,退6圈,重新紧密卷绕,铝线不得断裂。
表1.4-3镀锌钢线技术参数表
项目
单位
招标人要求值
投标人保证值
制造厂(商)
原产地
外观及表面质量
镀锌钢线应较光洁,并且不应有与良好的商品不相称的所有缺陷。
镀锌钢线应较光洁,并且不应有与良好的商品不相称的所有缺陷。
直径
mm
1.85
1.85
直径允许偏差
正
mm
0
0
负
mm
0.02
0.02
抗拉强度
绞前
MPa
≥1340
≥1340
绞后
MPa
≥1216
≥1216
1%伸长应力
MPa
≥1273
≥1273
伸长率(标距250mm)
%
≥3.0
≥3.0
扭转(L=100d)
次/360º
≥18
≥18
镀锌层质量
g/m2
≥215
≥215
卷绕试验
1d/8圈
1倍钢丝直径紧密卷绕8圈,镀锌钢线应不断裂。
1倍钢丝直径紧密卷绕8圈,镀锌钢线应不断裂。
镀锌层附着性
4d/8圈
4倍钢丝直径紧密卷绕8圈,镀锌层应牢固的附着在钢线上而不开裂,或用手指摩擦锌层不会产生脱落的起皮。
4倍钢丝直径紧密卷绕8圈,镀锌层应牢固的附着在钢线上而不开裂,或用手指摩擦锌层不会产生脱落的起皮。
镀锌层连续性
用肉眼观察镀锌层应没有孔隙,镀锌层应较光洁、厚度均匀,并与良好的商品实践相一致。
用肉眼观察镀锌层应没有孔隙,镀锌层应较光洁、厚度均匀,并与良好的商品实践相一致。
计算截面积
mm2
2.69
2.69
单位长度质量
kg/km
20.90
20.90
表1.4-3镀锌钢绞线技术参数表
项目
单位
招标人要求值
投标人保证值
制造厂(商)
(投标人填写)
原产地
(投标人填写)
产品型号规格号
1×19-9.0-1270-B
外观及表面质量
绞线表面不应有肉眼可见的缺陷,如明显的压痕、划痕等,并不得有与良好商品不相称的任何缺陷。
绞线表面不应有肉眼可见的缺陷,如明显的压痕、划痕等,并不得有与良好商品不相称的任何缺陷。
结构
股数/直径
根/mm
19/1.80
19/1.80
计算截面积
mm2
48.35
48.35
外径
mm
9.0
9.0
单位长度重量
kg/100m
40.25
40.25
绞线破断拉力
kN
≥55.20
≥55.20
弹性模量
GPa
185.0
185.0
线膨胀系数
1/℃
11.5×10-6
11.5×10-6
节径比
内层
/
10~14
10~14
邻外层
/
―――
―――
外层
/
10~14
10~14
对于有多层的绞线
/
任何层的节径比应不大于紧邻内层的节径比
任何层的节径比应不大于紧邻内层的节径比
绞向
外层
/
右向
右向
其它层
/
相邻层绞向应相反
相邻层绞向应相反
每盘绞线净重
kg
/
/
每盘绞线毛重
kg
/
/
每盘线长
m
2500
2500
长度允许偏差
正
%
0.5
0.5
负
%
0
0
镀锌钢线不应有任何接。
表1.4-4镀锌钢线技术参数表
项目
单位
招标人要求值
投标人保证值
制造厂(商)
(投标人填写)
原产地
(投标人填写)
外观及表面质量
镀锌钢线应较光洁,并且不应有与良好的商品不相称的所有缺陷。
镀锌钢线应较光洁,并且不应有与良好的商品不相称的所有缺陷。
直径
mm
1.80
1.80
直径允许偏差
正
mm
0.06
0.06
负
mm
0.06
0.06
抗拉强度
MPa
≥1270
≥1270
伸长率(标距200mm)
%
≥3.0
≥3.0
扭转(L=100d)
次/360º
≥16
≥16
镀锌层质量
g/m2
≥160
≥160
缠绕
d/6圈
12倍钢丝直径紧密缠绕6圈,锌层不得开裂或起层到用裸手指能够擦掉的程度。
12倍钢丝直径紧密缠绕6圈,锌层不得开裂或起层到用裸手指能够擦掉的程度。
镀锌层连续性
/
钢丝表面应镀上均匀连续的锌层,不得有裂纹和漏镀。
钢丝表面应镀上均匀连续的锌层,不得有裂纹和漏镀。
计算截面积
mm2
2.545
2.545
单位长度质量
kg/km
19.8
19.8
1.51×19-11.5-1270-B(GJ-80)标准技术参数
表1.5-1镀锌钢绞线技术参数表
项目
单位
招标人要求值
投标人保证值
制造厂(商)
(投标人填写)
原产地
(投标人填写)
产品型号规格号
1×19-11.5-1270-B
外观及表面质量
绞线表面不应有肉眼可见的缺陷,如明显的压痕、划痕等,并不得有与良


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 01 钢芯铝绞线专用技术规范 钢芯铝绞线 专用 技术规范
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《贝的故事》教案4.docx
《贝的故事》教案4.docx
-
《对韵歌》优秀教案8.docx
-
《函数yAsinωx+φ+P图象》wwwnet.docx
-
《静夜思》教学设计.docx
-
《汽车底盘构造与维修》题库与考核标准.docx
-
《世说新语》复习资料.docx
-
《我的服装我做主》教案设计.docx
-
《在品味情感中成长》教学片断设计.docx
-
11造价员《建设工程造价管理基础知识》精讲教程文件.docx
-
《不会叫的狗》教案 人教部编版1.docx
-
《操作系统》二学期A卷及答案.docx
-
《傅雷家书》名著阅读笔记.docx
-
《反不正当竞争法》下互联网平台封禁行为考辨以消费者用户合法权益保护为中心.docx
-
《化工原理》第六章蒸发.docx
-
《蓝海战略》概要11页.docx
-
《人生》读书心得.docx
-
《荷叶圆圆》公开课教案优秀教学设计26.docx
-
《科技出行研究报告》智能网联与新能源将变革未来汽车出行.docx
-
《272 向量的应用举例》导学案1.docx
-
《秋天》评课稿.docx
-
《电算化》第二章会计电算化的工作环境章节练习.docx
-
《室外给排水管道》施组.docx
-
《广东省建筑与装饰工程综合定额》计算规则.docx
-
《我多想去看看》教学.docx
-
《直通车车手基础认证》 考试答案 70题之欧阳育创编.docx
-
7天销量翻10倍皇冠卖家教您玩转最精准流量.docx
-
9 阿长和山海经.docx
-
《比例尺》教案.docx
-
《菜根谭》注译四闲适篇.docx
-
《福尔摩斯探案集》读后感15篇.docx
-
《红对勾》古代诗歌选择题答案补充.docx
-
《课堂密码》读后感及心得精选多篇.docx
-
中国移动数据流量DPI识别能力规范.docx
-
党规党纪廉政知识竞赛抢答题库及答案精选100题.docx
-
祝福高考成功的话.docx
-
学年统编版高一必修下册《变形记》课文解读及教学设计.docx
-
办公室文员实习工作总结及工作思路.docx
-
食堂窗口营销策划书.docx
-
初二下学期家长会发言稿.docx
-
情绪管理团体辅导方案.docx
-
《正方形的性质与判定2》教学设计.docx
-
学习保证书.docx
-
高起专语文模拟试题.docx
-
初中英语介词短语动词短语汇总.docx
-
最新matlab简易计算器.docx
-
部编版一年级语文下册期末复习教案精品.docx
-
小学语文北师大版四年级上册教案1.docx
-
船舶管理11规则新大纲.docx
-
MATLAB应用基础.docx
-
创文明城市演讲稿.docx
-
汽车中级工练习题.docx
