 RD2型车轴工艺工序卡片.docx
RD2型车轴工艺工序卡片.docx
- 文档编号:29724818
- 上传时间:2023-07-26
- 格式:DOCX
- 页数:18
- 大小:116.04KB
RD2型车轴工艺工序卡片.docx
《RD2型车轴工艺工序卡片.docx》由会员分享,可在线阅读,更多相关《RD2型车轴工艺工序卡片.docx(18页珍藏版)》请在冰豆网上搜索。
RD2型车轴工艺工序卡片
机械加工工艺过程卡片
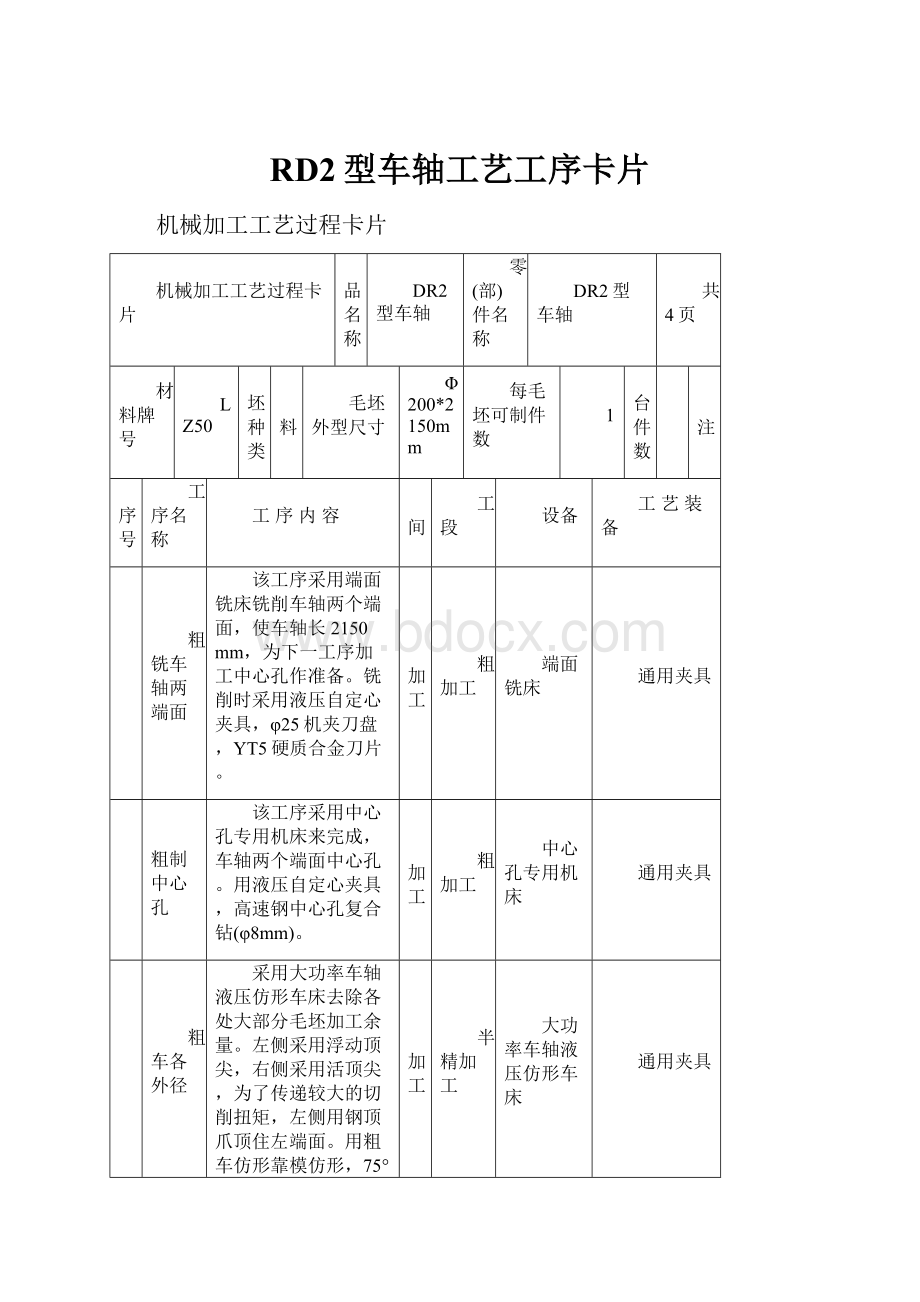
机械加工工艺过程卡片
产品名称
DR2型车轴
零(部)件名称
DR2型车轴
共4页
材料牌号
LZ50
毛坯种类
棒料
毛坯外型尺寸
Φ200*2150mm
每毛坯可制件数
1
每台件数
1
备注
工序号
工序名称
工序内容
车间
工段
设备
工艺装备
1
粗铣车轴两端面
该工序采用端面铣床铣削车轴两个端面,使车轴长2150mm,为下一工序加工中心孔作准备。
铣削时采用液压自定心夹具,φ25机夹刀盘,YT5硬质合金刀片。
机加工
粗加工
端面铣床
通用夹具
2
粗制中心孔
该工序采用中心孔专用机床来完成,车轴两个端面中心孔。
用液压自定心夹具,高速钢中心孔复合钻(φ8mm)。
机加工
粗加工
中心孔专用机床
通用夹具
3
粗车各外径
采用大功率车轴液压仿形车床去除各处大部分毛坯加工余量。
左侧采用浮动顶尖,右侧采用活顶尖,为了传递较大的切削扭矩,左侧用钢顶爪顶住左端面。
用粗车仿形靠模仿形,75°机夹外圆车刀,YT5硬质合金刀片。
粗车后轴径为φ1371;轮座为φ2001;轴身为φ1781。
机加工
半精加工
大功率车轴液压仿形车床
通用夹具
4
半精车轴颈、防尘座、轮座外径
半精车仍采用同类的大功率液压仿形车床来完成轴颈、防尘座、轮座三处加工。
定位夹紧方式同粗车,采用半精车仿形靠模仿形,80°机夹外圆车刀,YT5硬质合金刀片。
半精车后,轴径为φ131.40.25,防尘座为 φ166.40.25,轮座为φ1950.25,粗糙度均为Ral2.5 μm。
机加工
粗磨加工
半精车仍采用同类的大功率液压仿形车床来完成轴颈、防尘座、轮座三处加工。
定位夹紧方式同粗车,采用半精车仿形靠模仿形,80°机夹外圆车刀,YT5硬质合金刀片。
半精车后,轴径为φ131.40.25,防尘座为 φ166.40.25,轮座为φ1950.25,粗糙度均为Ral2.5 μm。
通用夹具
5
车两端面,钻铰中心孔
采用C63O-2800车床完成两端面的终加工,用成形复合钻,钻、铰中心孔。
左侧采用三爪夹盘夹紧,用中心架支承
机加工
精磨加工
C63O-2800
通用夹具
6
精车轴身
采用车轴液压仿形车床完成轴身及R75圆弧的最终加工。
左端采用死顶尖,四爪夹盘,右端采用活顶尖。
用仿形靠模液压仿形,80°机夹外圆车刀。
YT14硬质合金刀片。
机加工
铣床加工
车轴液压仿形车床
通用夹具
7
精车轴颈、防尘座、轮座三处外径
采用双刀架液压仿形车床完成轴颈、防尘座、轮座三个部位的精车,给磨削留单边磨量约0.15mm,并轴颈和轮座的两个引导锥部分完成终加工,要求粗糙度达到图样要求,并圆滑过渡。
左端浮动顶尖,并且磨擦盘传递切削扭矩,右端活顶尖。
采用仿形靠模液压仿形,精车用机夹刀,YT15硬质合金刀片。
其切削规范为切削深度:
0.5mm;进给量:
l00mm/min;转速:
500r/min;切削度:
204.6~304.4m/min。
完工后轴颈的尺寸为:
φ130.30.0100.轮座为φ193.90.0100.005
机加工
双刀架液压仿形车床
钻端面三螺栓底孔
采用专用组合机床钻三孔φ19。
左端死顶尖,右端活动顶尖定位夹紧。
其切削规范为切削深度:
9.5mm;进给量:
30mm/min;转速:
200r/min;切削速度:
12m/min
专用组合机床
扩端面三螺栓孔
采用专用组合机床扩、铰三螺栓孔达到
φ20.650.050.03+-,为下一步挤丝作准备。
左侧死顶尖,右侧浮动顶尖定位夹紧。
采用高速钢复合铰刀。
铰后粗糙度Ra6.3μm,三孔同轴度为:
φ0.2,平行度为:
φ0.12。
专用组合机床
挤端面三螺栓孔
采用多轴组合机床。
用M22挤压丝锥挤压完成三孔的螺纹加工达图样要求。
左侧死顶尖,右侧浮动顶尖定位夹紧。
挤螺纹过程用二硫化钥油膏作润滑剂。
螺纹深度4020mm。
多轴组合机床
研磨中心孔
为了提高后续磨削工艺质量,防止磨削过程中产生跳动、棱圆等不良情况,必须检查中心孔状态并修磨中心孔,使磨床顶尖与中心孔达到良好的接触状态
数控磨床
磨削轮座外圆
采用普通外圆磨床或专用磨床完成轮座部位的终加工。
为了与车轮的轮孔达到良好过盈组装配合,要求该部位达193.600.010.03,表面粗糙度控制在Ra0.8~1.6μm,并且轮座必须顺锥,锥度为:
0.04~0.08
普通外圆磨床
磨削轴颈、防尘座
因轴颈与防尘座外径没有设计磨削空刀槽,不能采用普通的外圆磨床磨削,因此在工艺设计上用成形砂轮切入磨削法对其进行磨削,达到了良好效果,保证了这两个部位的几何尺寸精度
成形砂轮
探伤
用超声波探伤仪和磁粉探伤机对车轴的内部和全表面进行探伤,防止有裂纹、缩孔,夹碴等缺陷的车轴装车使用。
超声波探伤仪和磁粉探伤机
对轴颈、防尘座、轮座三部位进行自动检测,以及人工检测
采用进口的自动检测机对轴颈、防尘座、轮座三部位的直径及其它形状、位置误差进行检测。
进口的自动检测机
机械加工工序卡片
机械加工工序卡片
产品型号
零件图号
产品名称
RD2型车轴
零件名称
二代右半轴
车间间
工序号
工序名称
材料牌号
车床
1
车端面
毛坯种类
毛坯外型尺寸
每毛坯可制件数
每台件数
LZ50
Φ200x2150mm
1
1
设备名称
设备型号
设备编号
同时加工件数
普通车床
C620-1
1
夹具编号
夹具名称
切削液
三抓卡盘
工位器具编号
工位器具名称
工序工时
准终
单件
工步号
工步内容
工艺装备
主轴转速
r/min
切削速度
m/min
进给量
mm/r
切削深度
mm
进给次数
工步工时
机动
辅动
1
下料
2
车轴端面
三爪卡盘、顶尖、90°偏刀
760
114
0.5
1.5
1
9.8
3
转中心孔
三爪卡盘、车床钻头
4
车轴另一端面
三爪卡盘、顶尖、90°偏刀
760
114
0.5
1.5
1
9.8
转中心孔
三爪卡盘、车床钻头
机械加工工序卡片
机械加工工序卡片
产品型号
零件图号
04-02-01-17
产品名称
零件名称
二代变右半轴
共7页
第2页
车间
工序号
工序名称
材料牌号
车床
2
毛坯种类
毛坯外型尺寸
每毛坯可制件数
每台件数
圆钢
Φ35x160mm
1
1
设备名称
设备型号
设备编号
同时加工件数
普通车床
C620-1
1
夹具编号
夹具名称
切削液
三抓卡盘
工位器具编号
工位器具名称
工序工时
准终
单件
工步号
工步内容
工艺装备
主轴转速
r/min
切削速度
m/min
进给量
mm/r
切削深度
mm
进给次数
工步工时/s
机动
辅动
1
粗车φ43外圆面
三爪卡盘、顶尖、90°偏刀
760
114
0.5
2.5
1
90
2
粗车φ37外圆面
三爪卡盘、顶尖、90°偏刀
760
102
0.5
3
1
21.7
3
粗车φ30外圆面
三爪卡盘、顶尖、90°偏刀
966
117
0.4
3.5
1
22.7
4
调头,粗车φ40外圆面
三爪卡盘、顶尖、90°偏刀
966
130
0.5
1
1
36.3
5
粗车φ35外圆面
三爪卡盘、顶尖、90°偏刀
966
126.7
0.5
2.5
1
30
6
粗车φ30外圆面
三爪卡盘、顶尖、90°偏刀
966
111.6
0.4
2.5
1
7.14
7
倒角
三爪卡盘、顶尖、45°偏刀
机械加工工序卡片
机械加工工序卡片
产品型号
零件图号
04-02-01-17
产品名称
零件名称
二代变右半轴
共7页
第3页
车间
工序号
工序名称
材料牌号
车床
3
半精加工
毛坯种类
毛坯外型尺寸
每毛坯可制件数
每台件数
圆钢
Φ48x573mm
1
1
设备名称
设备型号
设备编号
同时加工件数
普通车床
C620-1
1
夹具编号
夹具名称
切削液
三抓卡盘
工位器具编号
工位器具名称
工序工时
准终
单件
工步号
工步内容
工艺装备
主轴转速
r/min
切削速度
m/min
进给量
mm/r
切削深度
mm
进给次数
工步工时/s
机动
辅动
1
半精车φ37外圆面
三爪卡盘、顶尖、90°偏刀
1200
146
0.4
0.75
1
17
2
半精车φ30外圆面
三爪卡盘、顶尖、90°偏刀
1200
120
0.4
0.65
1
18.25
3
调头,半精车φ40外圆面
三爪卡盘、顶尖、90°偏刀
966
126.7
0.5
0.75
1
36.3
4
半精车φ35外圆面
三爪卡盘、顶尖、90°偏刀
1200
138.6
0.4
0.75
1
24.5
半精车φ30外圆面
三爪卡盘、顶尖、90°偏刀
1200
120
0.4
0.65
1
18.25
1
机械加工工序卡片
机械加工工序卡片
产品型号
零件图号
04-02-01-17
产品名称
零件名称
二代变右半轴
共7页
第4页
车间
工序号
工序名称
车间
车床
4
粗磨加工
车床
毛坯种类
毛坯外型尺寸
每毛坯可制件数
毛坯种类
圆钢
Φ48x573mm
1
圆钢
设备名称
设备型号
设备编号
设备名称
立式铣床
X53T
立式铣床
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时
准终
工步号
工步内容
工艺装备
走刀长度
min
主轴转速
m/min
纵向进给量进给量
mm/r
横向进给量/(mm/s)
进给次数
工步工时
机动
辅动
1
粗磨φ30外圆面
平形砂轮
40
2
15
0.0152
1
3.9
2
粗磨φ35外圆面
平形砂轮
187
4
15
0.0111
1
30
3
调头,粗磨φ40外圆面
平形砂轮
76
2
15
0.0111
1
12.3
4
粗磨φ30外圆面
平形砂轮
40
2
15
0.0111
1
3.9
5
粗磨φ37外圆面
平形砂轮
90
4
15
0.0111
1
21
机械加工工序卡片
机械加工工序卡片
产品型号
零件图号
04-02-01-17
产品名称
零件名称
二代变右半轴
共7页
第5页
车间
工序号
工序名称
材料牌号
车床
5
精磨加工
毛坯种类
毛坯外型尺寸
每毛坯可制件数
每台件数
圆钢
Φ48x573mm
1
1
设备名称
设备型号
设备编号
同时加工件数
立式铣床
X53T
1
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时
准终
单件
工步号
工步内容
工艺装备
走刀长度
min
主轴转速
m/min
纵向进给量进给量
mm/r
横向进给量/(mm/s)
进给次数
工步工时
机动
辅动
1
精磨φ30外圆面
平形砂轮
40
2
15
0.0152
1
5.4
2
精磨φ35外圆面
平形砂轮
187
4
15
0.0111
1
30
3
调头,精磨φ40外圆面
平形砂轮
76
2
15
0.0111
1
13
4
精磨φ30外圆面
平形砂轮
40
2
15
0.0111
1
5.4
5
精磨φ37外圆面
平形砂轮
90
4
15
0.0111
1
14.7
机械加工工序卡片
机械加工工序卡片
产品型号
零件图号
04-02-01-17
产品名称
零件名称
二代变右半轴
共7页
第6页
车间
工序号
工序名称
材料牌号
车床
5
铣键槽
毛坯种类
毛坯外型尺寸
每毛坯可制件数
每台件数
圆钢
Φ48x573mm
1
1
设备名称
设备型号
设备编号
同时加工件数
立式铣床床
X53T
1
夹具编号
夹具名称
切削液
专用夹具
工位器具编号
工位器具名称
工序工时
准终
单件
工步号
工步内容
工艺装备
主轴速度
m/min
进给量
mm/r
切削深度
mm
进给次数
工步工时/s
机动
辅动
1
铣φ35外圆面
专用夹具
90
0.5
2.5
2
15
2
铣φ40外圆面
专用夹具
60
0.5
2.5
2
13
3
精磨φ37外圆面
专用夹具
90
0.5
2.5
2
13
机械加工工序卡片
机械加工工序卡片
产品型号
零件图号
04-02-01-17
产品名称
零件名称
二代变右半轴
共7页
第7页
车间
工序号
工序名称
材料牌号
5
检验
毛坯种类
毛坯外型尺寸
每毛坯可制件数
每台件数
圆钢
Φ48x573mm
1
1
设备名称
设备型号
设备编号
同时加工件数
普通车床
X53T
1
夹具编号
夹具名称
切削液
专用夹具
工位器具编号
工位器具名称
工序工时
准终
单件
工步号
工步内容
工艺装备
主轴转速
r/min
切削速度
m/min
进给量
mm/r
切削深度
mm
进给次数
工步工时/s
机动
辅动
1
去毛刺
钳工
2
检验


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- RD2 车轴 工艺 工序 卡片
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《贝的故事》教案4.docx
《贝的故事》教案4.docx
-
《对韵歌》优秀教案8.docx
-
《函数yAsinωx+φ+P图象》wwwnet.docx
-
《静夜思》教学设计.docx
-
《汽车底盘构造与维修》题库与考核标准.docx
-
《世说新语》复习资料.docx
-
《我的服装我做主》教案设计.docx
-
《在品味情感中成长》教学片断设计.docx
-
11造价员《建设工程造价管理基础知识》精讲教程文件.docx
-
《不会叫的狗》教案 人教部编版1.docx
-
《操作系统》二学期A卷及答案.docx
-
《傅雷家书》名著阅读笔记.docx
-
《反不正当竞争法》下互联网平台封禁行为考辨以消费者用户合法权益保护为中心.docx
-
《化工原理》第六章蒸发.docx
-
《蓝海战略》概要11页.docx
-
《人生》读书心得.docx
-
《荷叶圆圆》公开课教案优秀教学设计26.docx
-
《科技出行研究报告》智能网联与新能源将变革未来汽车出行.docx
-
《272 向量的应用举例》导学案1.docx
-
《秋天》评课稿.docx
-
《电算化》第二章会计电算化的工作环境章节练习.docx
-
《室外给排水管道》施组.docx
-
《广东省建筑与装饰工程综合定额》计算规则.docx
-
《我多想去看看》教学.docx
-
《直通车车手基础认证》 考试答案 70题之欧阳育创编.docx
-
7天销量翻10倍皇冠卖家教您玩转最精准流量.docx
-
9 阿长和山海经.docx
-
《比例尺》教案.docx
-
《菜根谭》注译四闲适篇.docx
-
《福尔摩斯探案集》读后感15篇.docx
-
《红对勾》古代诗歌选择题答案补充.docx
-
《课堂密码》读后感及心得精选多篇.docx
-
二级ACCESS分类模拟题176.docx
-
初中物理知识点归纳.docx
-
福建省新版六年级信息技术教案上册.docx
-
除草剂持效期和有关问题.docx
-
创新设计高考语文浙江专用一轮定时训练第1部分 第7单元 选用变换句式.docx
-
春部编版语文二年级下册 语文园地二 教案.docx
-
春天的盛会聚焦两会.docx
-
促销活动总结范文4篇.docx
-
大班教师工作总结六篇.docx
-
大卫之兴盛110.docx
-
备战高考英语专题练习完型填空人物故事类含答案解析.docx
-
标准化管理暂行办法发行版.docx
-
测量资料报审表.docx
-
产品发展一部各职位职责描述.docx
-
部编版人教语文三年级上册专题训练 7习作专项含答案.docx
-
车陂小学各学科教案.docx
-
部编版语文五上课后习题答案.docx
-
陈赟自发的秩序与无为的政治.docx
-
材料员专业基础知识模拟试题一.docx
