 钻削切削用量选择参考表.docx
钻削切削用量选择参考表.docx
- 文档编号:541130
- 上传时间:2022-10-11
- 格式:DOCX
- 页数:28
- 大小:24.85KB
钻削切削用量选择参考表.docx
《钻削切削用量选择参考表.docx》由会员分享,可在线阅读,更多相关《钻削切削用量选择参考表.docx(28页珍藏版)》请在冰豆网上搜索。
钻削切削用量选择参考表
钻削切削用量选择参考表
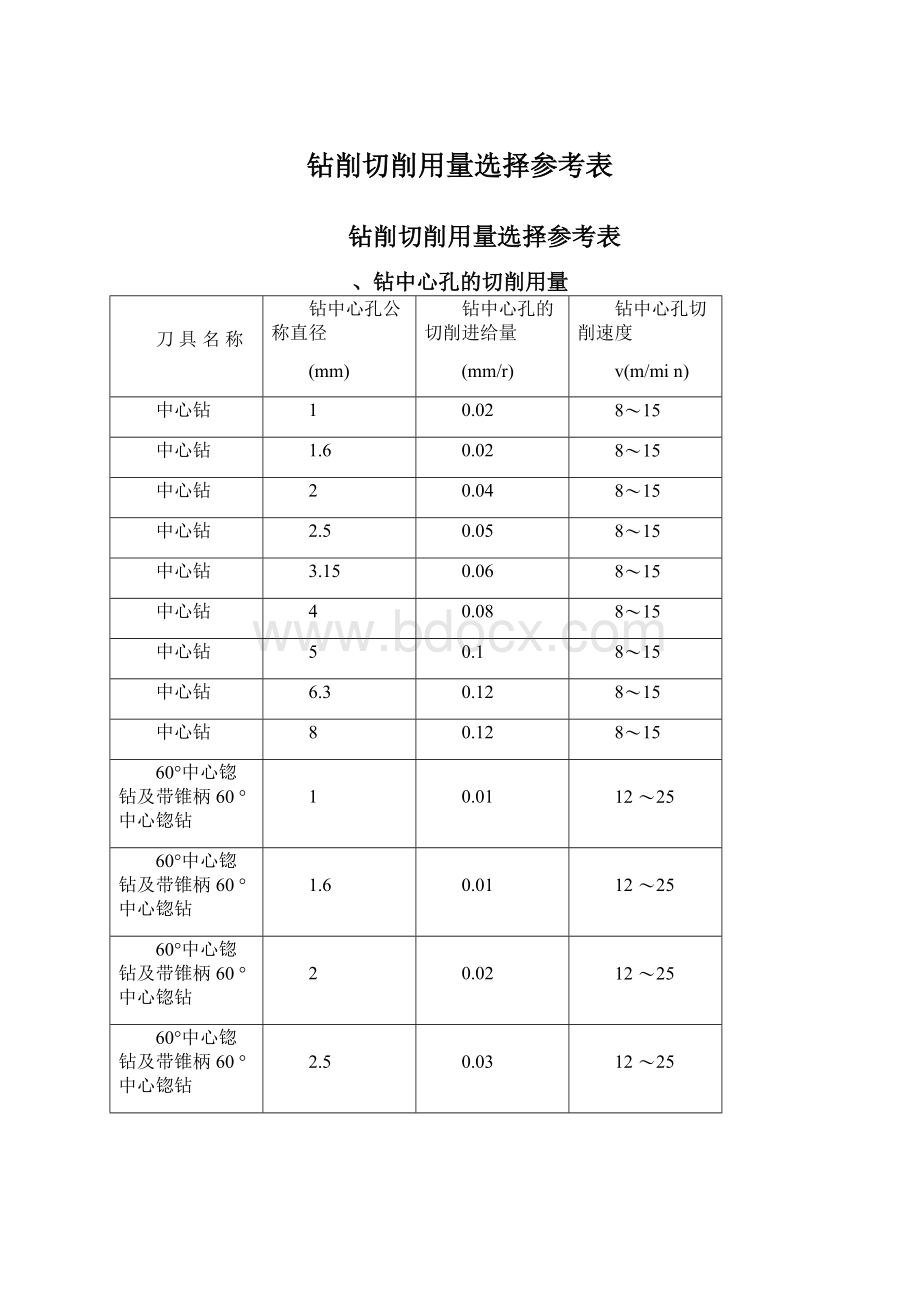
、钻中心孔的切削用量
刀具名称
钻中心孔公称直径
(mm)
钻中心孔的切削进给量
(mm/r)
钻中心孔切削速度
v(m/min)
中心钻
1
0.02
8〜15
中心钻
1.6
0.02
8〜15
中心钻
2
0.04
8〜15
中心钻
2.5
0.05
8〜15
中心钻
3.15
0.06
8〜15
中心钻
4
0.08
8〜15
中心钻
5
0.1
8〜15
中心钻
6.3
0.12
8〜15
中心钻
8
0.12
8〜15
60°中心锪钻及带锥柄60°中心锪钻
1
0.01
12〜25
60°中心锪钻及带锥柄60°中心锪钻
1.6
0.01
12〜25
60°中心锪钻及带锥柄60°中心锪钻
2
0.02
12〜25
60°中心锪钻及带锥柄60°中心锪钻
2.5
0.03
12〜25
60°中心锪钻及带锥柄60°中心锪钻
3.15
0.03
12〜25
60°中心锪钻及带锥柄60°中心锪钻
4
0.04
12〜25
60°中心锪钻及带锥柄60°中心锪钻
5
0.06
12〜25
60°中心锪钻及带锥柄60°中心锪钻
6.3
0.08
12〜25
60°中心锪钻及带锥柄60°中心锪钻
8
0.08
12〜25
不带护锥及带护锥的60°复合中心钻
1
0.01
12〜25
不带护锥及带护锥的60°复合中心钻
1.6
0.01
12〜25
不带护锥及带护锥的60°复合中心钻
2
0.02
12〜25
不带护锥及带护锥的60°复合中心钻
2.5
0.03
12〜25
不带护锥及带护锥的60°复合中心钻
3.15
0.03
12〜25
不带护锥及带护锥的60°复合中心钻
4
0.04
12〜25
不带护锥及带护锥的60°复合中心钻
5
0.06
12〜25
不带护锥及带护锥的60°复合中心钻
6.3
0.08
12〜25「
不带护锥及带护锥的60°复合中心钻
8
0.08
12〜25
、高速钢钻头切削用量选择表
钻孔的进给量(mm/r)
钻头直径
do(mm)
钢b
b(MPa)<800
钢bb(MPa)
钢b
b(MPa)>1000
铸铁、铜及铝合
金HBC200
铸铁、铜及铝合金
HB>200
800
〜1000
<2
0.05〜0.06
0.04〜
-0.05
0.03〜0.04
0.09〜
-0.11
0.05〜
0.07
2〜4
0.08〜0.10
0.06
〜0.08
0.04〜0.06
0.18
〜0.22
0.11
〜0.13「
4〜6
0.14〜0.18
0.10〜0.12
0.08〜0.10
0.27
〜0.33
0.18
〜0.22
6〜8
0.18〜0.22
0.13〜0.15
0.11〜0.13
0.36
〜0.44
0.22
〜0.26厂
8〜10
0.22〜0.28
0.17
〜0.21
0.13〜0.17
0.47
〜0.57
0.28
〜0.34
10〜13
0.25〜0.31
0.19
〜0.231
0.15〜0.19
0.52
〜0.64
0.31
〜0.39
13〜16
0.31〜0.37
0.22
〜0.28
0.18〜0.22
0.61
〜0.75
0.37
〜0.45
16〜20
0.35〜0.43
0.26
〜0.32丁
0.21〜0.25
0.70
〜0.86
0.43
〜0.53—
20〜25
0.39〜0.47
0.29
〜0.35
0.23〜0.29
0.78
〜0.96
0.47
〜0.56
25〜30
0.45〜0.55
0.32
〜0.40
0.27〜0.33
0.9
〜1.1
0.54
〜0.66
30〜50
0.60〜0.70
0.40
〜0.50
0.30〜0.40
1.0
〜1.2
0.70
〜0.80
注:
1.表列数据适用于在大刚性零件上钻孔,精度在H12〜H13级以下(或自由公差)
,钻孔后还用钻头、扩孔钻或
镗刀加丄,在卜列条件卜需乘修止糸数;
1).在中等刚性零件上钻孔(箱体形状的薄壁零件、零件上薄的突出部分钻孔)时,
乘系数
0.75
;
2).钻孔后要用铰刀加工的精确孔,低刚性零件上钻孔,斜面上钻孔,
钻孔后用丝锥攻螺纹的孔,乘系数0.50;|
2•钻孔深度大于3倍直径时应乘修正系数。
钻孔深度(孔深以直径的倍数表示)3do5do7do10do
修正系数
0.75
Klf1.00.90.8
3.为避免钻头损坏,当刚要钻穿时应停止自动走刀而改用手动走刀。
三、加工不同材料的切削速度(m/min)
加工材料
硬度HB
切削速度(m/min)
铝及铝合金
45〜105
105
铜及铜合金(加工性好)
〜124
60
铜及铜合金(加工性差)
〜124
20
镁及镁合金
50〜90
45〜120
锌合金
80〜100
75
低碳钢(〜0.25C)
125〜175
24
中碳钢(〜0.50C)
175〜225
20
高碳钢(〜0.90C)
175〜225
17
合金低碳钢(0.12〜0.25C)
175〜225
21
合金中碳钢(0.25〜0.65C)
175〜225
15〜18
马氏体时效钢
275〜325
17
不锈钢(奥氏体)
135〜185
17
不锈钢(铁素体)
135〜185
20
不锈钢(马氏体)
135〜185
20
不锈钢(沉淀硬体)
150〜200
15
工具钢
196
18
工具钢
241
15
灰铸铁(软)
120〜150
43〜46
灰铸铁(硬)
160〜220
24〜34
可锻铸铁
112〜126
27〜37
球墨铸铁
190〜225
18
咼温合金(镍基)
150〜300
6
冋温口金(铁基)
180〜230
7.5
高温合金(钴基)
180〜230
6
钛及钛合金(纯钛)
110〜200
30
钛及钛合金(a及a+3)
300〜360
12
钛及钛合金(B)
275〜350
7.5
碳
18〜21
塑料
30
硬橡胶
30〜90
四、硬质合金钻头切削用量选择
钻孔的进给量(mm/r)
钻头直径
do(mm)
(Tb550〜85
①
淬硬钢硬度
HRCC40
淬硬钢硬度
HRC40
淬硬钢硬度
HRC55
淬硬钢硬度
HRC64
铸铁HBC
170
铸铁HB>
170
<10
0.12〜0.16
0.04〜
-0.05
0.03
0.025
0.02
0.25〜
0.45
0.20〜
-0.35
10〜12
0.14〜0.20
0.04〜
-0.05
0.03
0.025
0.02
0.30〜
0.50
0.20〜
-0.35
12〜16
0.16〜0.22
0.04〜
-0.05
0.03
0.025
0.02
0.35〜
0.60:
0.25〜
-0.40
16〜20
0.20〜0.26
0.04〜
-0.05
0.03
0.025
0.02
0.40〜
0.70
0.25〜
-0.40
20〜23
0.22〜0.28
0.04〜
-0.05
0.03
0.025
0.02
0.45〜
0.80
0.30〜
-0.50
23〜26
0.24〜0.32
0.04〜
-0.05
0.03
0.025
0.02
0.50〜
0.85
0.35〜
-0.501
26〜29
0.26〜0.35
0.04〜
-0.05
0.03
0.025
0.02
0.50〜
0.90
0.40〜
-0.60]
注:
1.大进给量用于在大刚性零件上钻孔,精度在H12〜H13级以下或自由公差,钻孔后还用钻头,扩孔钻或镗刀加
工。
小进给量用于在中等刚性条件下,钻孔后要用铰刀加工的精确孔,钻孔后用丝锥攻螺纹的孔。
2•钻孔深度大于3倍直径时应乘修正系数:
孔深
修正系数Klf1.0
3do5do7do10do
0.90.80.75
3.为避免钻头损坏,当刚要钻穿时应停止自动走刀而改用手动走刀。
4•钻削钢件时使用切削液,钻削铸铁时不使用切削液。
①为淬硬的碳钢及合金钢
五、加工不同材料的切削速度(m/min)
加工材料
抗拉强度C
b(Mpa)
硬度HB
切削速度
(m/min)d0=5〜
10
切削速度
(m/min)d0=11〜30
工具钢
1000
300
35〜40
40〜45
工具钢
1800〜1900
500
8〜11
11〜14
工具钢
2300
575
V6
7〜10
镍铬钢
1000
300
35〜38
40〜45
镍铬钢
1400
420
15〜20
20〜25
铸钢
500〜600
35〜38
38〜40
不锈钢
25〜27
27〜35
热处理钢
1200〜1800
20〜30
25〜30
淬硬钢
8〜10
8〜12
高锰钢
10〜11
11〜15
耐热钢
3〜6
5〜8
灰铸铁
200
40〜45
45〜60
合金铸铁
230〜350
20〜40
25〜45
合金铸铁
350〜400
8〜20
10〜25
冷硬铸铁
5〜8
6〜10
可锻铸铁
35〜38
38〜40
高强度可锻铸铁
35〜38
38〜40
黄铜
70〜100
90〜100
铸铁青铜
50〜70
55〜75
铝
250〜270
270〜300
硅铝合金
125〜270
130〜140
硬橡胶
30〜60
30〜60
酚醛树脂
10〜120
10〜120
硬质纸
40〜70
40〜70
硬质纤维
80〜150
80〜150
热固性纤维
60〜90
60〜90
塑料
--
30〜60
30〜60
玻璃
4.5〜7.5
4.5〜7.5
玻璃纤维复合材料
198
198
贝壳
30〜60
30〜60
软石
20〜50
20〜50
硬石
4.5〜7.5
4.5〜7.5


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 切削用量 选择 参考
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 12处方点评管理规范实施细则_精品文档.doc
12处方点评管理规范实施细则_精品文档.doc
-
12核心制度竞赛题库_精品文档.doc
-
12新医疗技术准入制度_精品文档.docx
-
12月份医务科质控通报_精品文档.doc
-
12项基本公共卫生服务项目_精品文档.docx
-
12月环境卫生学监测方法考核试题_精品文档.doc
-
13双重预防体系风险评价制度及准则_精品文档.doc
-
12种不能忽视的可能的心脏病症状_精品文档.doc
-
13检验科“三基”考试试卷_精品文档.doc
-
14以预防为先导_精品文档.doc
-
12高危药品分级管理制度及目录_精品文档.doc
-
13个病种中医护理方案_精品文档.docx
-
16检验科应对突发事件应急预案_精品文档.docx
-
12急救药品管理制度_精品文档.doc
 17种抗癌药纳入国家基本医疗保险工伤保险和生育保险药品目录_精品文档.xls
17种抗癌药纳入国家基本医疗保险工伤保险和生育保险药品目录_精品文档.xls
-
14医疗器械召回程序_精品文档.wps
-
13医用耗材库房管理制度_精品文档.doc
-
136个幼儿园英语课堂游戏_精品文档.docx
-
12经络彩图_精品文档.doc
-
151颅脑损伤恢复期康复临床路径_精品文档.doc
-
14项护理核心制度_精品文档.doc
-
12检验科化学危险物品使用准则_精品文档.doc
-
15-消化内镜手术分级目录_精品文档.xls
-
13术前讨论记录本模板_精品文档.doc
-
17-下腰痛评估表JOAVAPS_精品文档.doc
-
12项基本公共卫生服务流程图_精品文档.doc
-
13中国髋膝关节置换的现状及展望_精品文档.docx
-
14种最迷惑人的癌症前兆_精品文档.docx
-
17消毒供应室医院感染管理制度_精品文档.doc
-
15附加住院津贴保险条款的费率-人保财险备-健康附号_精品文档.doc
-
19陕西省崔家沟监狱罪犯医疗防疫总站突发事件预案_精品文档.doc
-
20项护理技术操作规程及评分标准_精品文档.doc
 中西文化差异(英文版).ppt
中西文化差异(英文版).ppt
-
医院内沟通汇编.ppt
-
中药皂苷类化学成分的提取分离技术.ppt
-
中考综合性学习之表格题-图文转化.ppt
-
医务人员的防护和穿脱防护服.ppt
-
管材采购施工组织设计工作总结.docx
-
2011证券从业资格考试考通证券VIP押题证券投资分析3_精品文档.docx
-
最新中药化学试题答案库.docx
-
月度财务分析报告.docx
-
船舶辅机实习指导书.docx
-
奉节县长龙实验中学校高考数学选择题专项训练一模.docx
-
船舶勘验报告模板.docx
-
2011一级建造师实务重点知识点1_精品文档.doc
-
医学论文写作PPT课件(1).ppt
-
中药学利水渗湿药.ppt
-
江苏省南通市海安县海安高级中学学年高一物理月考试题.docx
-
2011新版心理咨询师三级小抄_精品文档.doc
-
2011证券市场基础知识模拟试题D_精品文档.doc
-
春季学期期末总结会上的讲话.docx
