 钢箱桥-单元件制造交底.ppt
钢箱桥-单元件制造交底.ppt
- 文档编号:30853150
- 上传时间:2024-03-02
- 格式:PPT
- 页数:29
- 大小:6.21MB
钢箱桥-单元件制造交底.ppt
《钢箱桥-单元件制造交底.ppt》由会员分享,可在线阅读,更多相关《钢箱桥-单元件制造交底.ppt(29页珍藏版)》请在冰豆网上搜索。
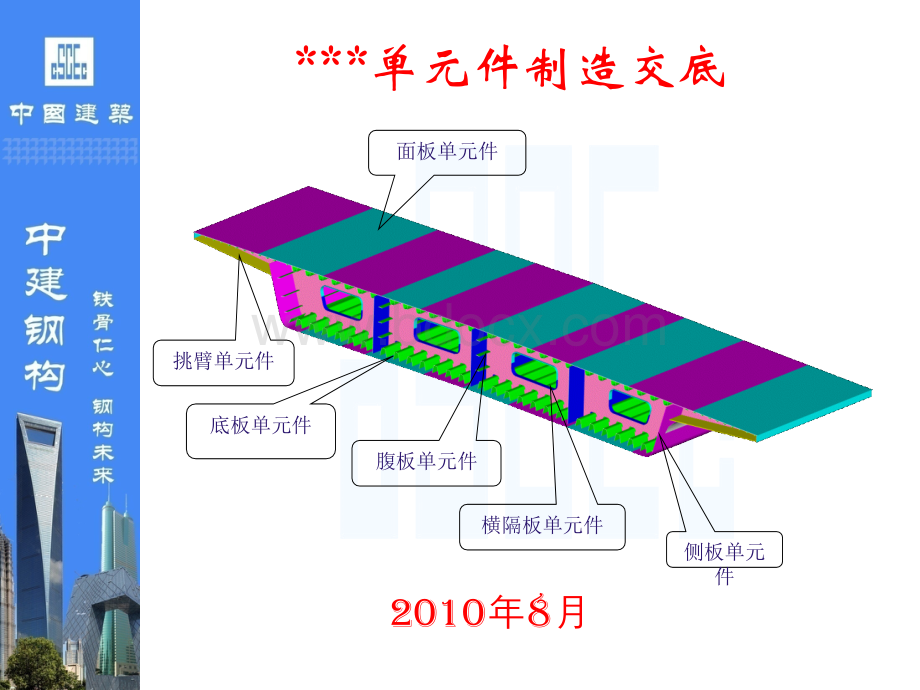
*单元件制造交底2010年8月面板单元件腹板单元件底板单元件挑臂单元件横隔板单元件侧板单元件L24L24联标准节段联标准节段单元件划分图单元件划分图L24L24联平面联平面划分图划分图顶底板精切下料后需矫平,严格控制平面度。
采用反变形胎,闭口肋用CO2自动焊机施焊,焊后控制松卡温度,并进行适当修整。
顶底板采用多嘴精切(含坡口)在余量端留配切量。
U肋下料后经过矫正、机加工、压制成型。
将顶底板单元的纵、横基线返到无U(扁钢)肋面,打样冲眼,以备梁段组装用。
采用磁力吊吊钢板,以防产生永久变形。
用板单元组装胎组装,组装时将纵、横基线返到顶底板上,并打上样冲眼。
组装U(扁钢)肋焊后上平台进行修整检验,以保证顶底板平面度。
用泡沫板和塑料布将顶板U肋端口封闭,防止雨水和杂物进入。
顶(底)板制作组装流程顶(底)板制作组装流程顶、底板单元是全桥最多最主要的板单元,其制造精度直接影响到全桥的质量。
基准端余量端1)板单元组装顶板单元U形肋采用自动定位组装胎进行定位组装,严格控制U形肋纵、横向位置。
顶(底)板制作工艺要点:
2)反变形焊接工艺U形肋与顶板的焊接在板单元反变形焊接胎上进行船位焊接,既保证了焊缝的熔透深度,又保证了板单元焊后的平面度。
板单元反变形旋转焊接胎板单元反变形旋转焊接胎3)样板检查为保证板单元U形肋间距满足整体式横隔板要求,除采用上述的工艺、工装外,还将采用专用样板检查控制横隔板位置的U形肋间距,样板自由落入率必须达到100。
U形肋间距控制及检查样板形肋间距控制及检查样板隔板制作组装流程隔板制作组装流程横横隔隔板板不不仅仅是是钢钢箱箱梁梁的的骨骨架架,而而且且在在梁梁段段组组装装时时起起到到内内胎胎的的作作用用,其其制制造造精精度度直直接接影影响响到到梁梁段段的的几几何何尺尺寸寸和和相相邻邻梁梁段段箱箱口口间间的的匹匹配配精精度度;本本桥桥横横隔隔板板设设计计为为上上下下直直接接插插入入顶顶底底板板UU形形肋肋,因因此此在在横横隔隔板板单单元制作过程中必须严格控制尺寸精度元制作过程中必须严格控制尺寸精度采用数控精切下料(先切外形,再切坡口);肋板、人孔和管线孔围板采用多嘴切割机精切下料。
严格控制平面度和直线度。
以横隔板底边为基准精确划出上水平肋位置线,所有竖肋均以此线为基准定位组装,其目的在于控制上水平肋至底边的尺寸,从而便于顶板在梁段组装时确定标高。
板边与胎架固定,用CO2半自动焊机对称施焊,严格控制焊接变形。
埋弧自动焊焊接,焊后无损探伤。
腹板制作组装流程腹板制作组装流程精切,严格控制箱梁纵向线形。
严格控制平面度和直线度。
埋弧自动焊拼板。
以纵腹板底边为基准精确划出上水平肋位置线,所有竖肋均以此线为基准定位组装,其目的在于控制上水平肋至底边的尺寸,从而便于顶板在梁段组装时确定标高。
以水平肋位置线组焊水平肋,板边与胎架固定,用CO2半自动焊机对称施焊,严格控制焊接变形。
在板单元对接处,水平肋留200mm工地焊接。
多嘴精切,严格控制箱梁纵向线形。
严格控制平面度和直线度。
埋弧自动焊拼板。
根据图纸尺寸,需要卷圆的加工横向弯曲线型,用样板检查合格后组装加劲肋。
以水平肋位置线组焊水平肋,板边与胎架固定,用CO2半自动焊机对称施焊,严格控制焊接变形。
在板单元对接处,水平肋留200mm工地焊接。
侧板单元制作组装流程侧板单元制作组装流程悬臂块体制作组装流程悬臂块体制作组装流程1)检查来料(单元号、外形尺寸、对角线、坡口),然后板单元接宽。
2)划线安装加劲肋T肋,并在专用船形焊接胎架上进行焊接。
3)划线安装悬臂横向T形加劲肋,检查合格后焊接。
4)安装悬臂围板封板。
5)单元件矫正后报检,完工报检合格后翻身转序。
单元件装配要求单元件装配要求单元件的制造质量是保证钢箱梁整体制造质量的关键工序,因此在制造时对单元件的组焊过程严加控制。
1.单元件的生产必须固定工位、固定施工人员、固定施工设备。
2.单元件的制造应严格执行首件三检制,专检合格后方可进行大批量生产。
3.装配的全过程严禁随意手工切割,如发现零部件与图纸尺寸不符,应找出原因,按相关程序进行处理。
个别零部件的修正可采用半自动切割机进行修整。
4.对于在组装后无法进行涂装的隐蔽部位,应事先清理表面并刷上油漆。
5.所用引、熄弧板,其材质板厚应与母材相同。
6.定位焊应注意:
a)定位焊前应按图纸及工艺检查焊件的几何尺寸、坡口尺寸、焊接间隙、焊接部位的清理情况,如不符合要求不得定位焊。
b)定位焊必须距设计焊缝端部30mm以上,定位焊不得有裂纹、夹渣、焊瘤、焊偏、弧坑未填满等缺陷。
c)定位焊缝长50100mm,间距400600mm,焊脚尺寸不超过设计焊脚尺寸的一半。
序号序号项目项目允许偏差允许偏差备注备注1切割面垂直度切割面垂直度0.05t;且;且2.0t为板厚为板厚2塌角塌角圆角半径圆角半径R0.53崩坑崩坑主要零件主要零件不允许不允许次要零件次要零件长度内允许长度内允许有一处有一处1.0mm4切割面粗糙度切割面粗糙度(割纹深度)(割纹深度)主要零件主要零件25m次要零件次要零件50m5坡口角度坡口角度2.56钝边钝边1.07曲线边缘任意点曲线边缘任意点偏离偏离控制点控制点1.0控制点一般指结控制点一般指结构交叉点构交叉点非控制点非控制点2.08直线度(直线边缘)直线度(直线边缘)1.0/1000;且;且3.09长度长度主要零件主要零件1.0次要零件次要零件2.010宽度宽度主要零件主要零件1.0次要零件次要零件2.011对角线对角线主要零件主要零件2次要零件次要零件4下料要求下料要求序号序号项项目目允许偏差允许偏差备备注注1A52H1、H223B1.54H2-H125端口垂直端口垂直度度16侧弯侧弯L/1000;全长;全长3L为为U肋长度肋长度7挠度挠度L/1000;全长;全长38扭曲扭曲3端口三点共面,端口三点共面,另一点与该面之另一点与该面之差值差值9局部不平度局部不平度1.510坡口钝边坡口钝边111坡口角度坡口角度2.5U肋加工要求肋加工要求序号序号项目及简图项目及简图允许偏差允许偏差备注备注1线条宽度线条宽度1.02相交点偏差相交点偏差1.03非相交点偏差非相交点偏差1.54线条直线度线条直线度1.55基准线、检查线偏差基准线、检查线偏差1.06连续结构线位置偏差连续结构线位置偏差1.0指相邻构件在此指相邻构件在此位置也有结构。
位置也有结构。
7控制结构线位置偏差控制结构线位置偏差1.0指构件定位基准指构件定位基准或影响构件外或影响构件外(线)形的结构。
(线)形的结构。
8非连续和非控制结构线位置非连续和非控制结构线位置偏差偏差3.09对角线差对角线差2.0指矩形板指矩形板10角度差角度差eb/1000且且2指非矩形板,指非矩形板,b为夹角短边长度为夹角短边长度划线要求划线要求板单元组装要求板单元组装要求序号序号项目及简图项目及简图允许偏差允许偏差备注备注1纵肋组装对线纵肋组装对线横向结构处横向结构处1横肋及横隔板处横肋及横隔板处其它部位其它部位22结构组装间隙结构组装间隙a1.03结构组装垂直度结构组装垂直度c2.0横隔板处纵肋与板横隔板处纵肋与板垂直度垂直度1.0


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 钢箱桥 单元 制造 交底
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 江南大学现代远程教育 考试大作业1.docx
江南大学现代远程教育 考试大作业1.docx
-
江南大学《信息安全概论》大作业答案.docx
-
江南大学现代远程教育考试大作业.docx
-
江南大学现代远程教育2020年上半年课程考试大作业.docx
-
2020年江南大学信息安全概论大作业答案.docx
-
江南大学现代远程教育2020年上半年课程考试大作业..docx
-
江南大学现代远程教育 考试大作业.docx
-
兽医师执业活动年度报告登记表.docx
 美术开学第一课-二年级.pptx
美术开学第一课-二年级.pptx
-
中小学教师中高级职称答辩备考试题及答案.docx
-
安卓课程设计-手机通讯录系统.doc
-
名师选拔笔试试题.docx
-
2021年全国普通高等学校运动训练、民族传统体育专业单独统.docx
-
成人失禁相关性皮炎护理实践专家共识解读.pptx
-
人音版音乐六年级下册全册表格式教学设计.docx
-
教师职称学科带头人笔试面试参考题.docx
-
骨干教师选拔笔试试题初稿.docx
-
行政法学判断题.docx
-
动物诊疗机构年度报告登记表.docx
-
好学生好学法读后感.docx
-
房屋买卖合同(详细范本).docx
-
高中寒假开学第一课.pptx
-
XX工程项目管理规划大纲.docx
-
纳税基础与实务(说课课件).pptx
-
美术素描课程标准.docx
-
最新部编人教版小学五年级下册语文全册备课教案设计及板书反思.docx
-
植物组织培养教学设计.docx
-
老年科健康教育.docx
-
紧盯“双碳”目标走好绿色低碳“赶考路”PPT课件.pptx
-
肿瘤的绿色治疗.ppt
-
摄影摄像课程标准.docx
-
植物组织培养教案.docx
-
世界航空史结课报告.docx
-
四年级游青岛作文.docx
-
四年级语文公开课导学案B钢城区.docx
-
事业单位考试医学基础知识真题及答案医疗卫生系统招聘资料.docx
-
苏教版九上语文期中考试 试题 2.docx
-
苏教版六年级数学《认识百分数》教学设计.docx
-
释压课方案.docx
-
苏联顾问在东欧一个历史考察.docx
-
苏宁易购入住方案.docx
-
蜀道难教案.docx
-
隧道斜切帽檐式洞门施工作业指导书.docx
-
孙城备课广告策略初稿.docx
-
数学教师优质课教学设计三函数角的诱导公式含答案.docx
-
一年级语文看图写话图片合集.docx
-
唐能通新生300天连载110.docx
-
塘坝工程施工组织设计.docx
-
水产饲料生产项目可行性研究报告总结归纳.docx
-
体育教师基本功比赛理论测试题.docx
-
医务人员锐器损伤处置的标准操作程序荆州第一人民医院.docx
